ARD-P. PROIECTAREA ARBORILOR DREPŢI
ARD-P.1 ARBORII DREPŢI AI REDUCTOARELOR DE TURAŢIE
|
CUPRINS |
|
ARD-P.1.1 DATE DE PROIECTARE
ARD-P.1.2 ALEGEREA
MATERIALELOR, TRATAMENTELOR TERMICE ŞI TEHNOLOGIEI ARD-P.1.3 PREDIMENSIONARE ŞI PROIECTAREA FORMEI
CONSTRUCTIVE
ARD-P.1.3.1 Predimensionare
ARD-P.1.3.2 Proiectarea formei constructive ARD-P.1.3.2.1 Proiectarea formelor arborilor
intermediari ai reductoarelor cilindrice de turaţie în două trepte ARD-P.1.4 DIMENSIONARE ŞI VERIFICARE
ARD-P.1.4.1 Dimensionarea
şi verificarea arborilor intermediari ai unui reductor cilindric de
turaţie în două trepte
ARD-P.1.5 PROIECTAREA FORMEI
TEHNOLOGICE
ARD-P.1.6 VERIFICAREA
MODELULUI CU PACHETUL MDESIGN |
ARD-P.1 ARBORII DREPŢI AI REDUCTOARELOR
DE TURAŢIE
ARD-P.1.1 DATE DE PROIECTARE
Parcurgerea metodologiei de mai jos pentru cazuri
concrete se va face cu memorarea temporară a valorilor principalilor
parametri de proiectare în lista
ARD-L.1
Tab. ARD-P.1.1 Definirea problemei de proiectare a a
arborelui intermediar al unui reductor de
turaţie cilindric
|
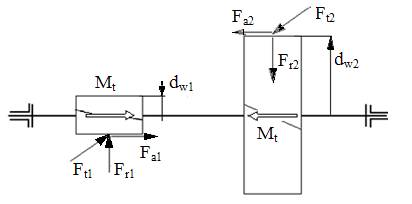
Fig. ARD-P.1.1 Schemă funcţională a arborelui
intermediar al unui reductor cilindric în două trepte |
Date
iniţiale |
|
a.
Turaţia, n [rot/min].
b.
Puterea, P [kW],
şi din fer.
ARD-C.1 rezultă valoarea momentului de torsiune,
c.
Forţele din angrenajele roţilor comune şi/sau montate pe arbore,
Ft1, Fr1, Fa1; Ft2,
Fr2, Fa2
d.
Parametrii geometrici
de poziţionare a forţelor dw1, dw2
e.
Durata de funcţionare, Lh [ ore ].
f.
Condiţii de funcţionare: tipul maşinii motoare, tipul instalaţiei
antrenate, temperatura, caracteristicile mediului în care funcționează).
g.
Condiţii ecologice (utilizarea de materiale şi tehnologii eco, reciclarea
materialelor, protecţia vieţii). |
ARD-P.1.2 ALEGEREA MATERIALULUI, TRATAMENTELOR
TERMICE ŞI TEHNOLOGIEI
Materialele pentru arbori
trebuie să îndeplinească următoarele condiţii: rezistenţă mecanică
ridicată; modul de elasticitate ridicat; prelucrabilitate
bună şi cost redus. Materialele
din care se execută arborii drepţi (fer.
ARD-M.1) se aleg
funcţie de condiţiile de rezistenţă şi rigiditate
impuse, de natura organelor de maşini susţinute şi de tipul
lagărelor (cu alunecare sau cu rostogolire).
Tehnologia de fabricaţie a arborilor şi osiilor constă în: strunjirea
suprafeţelor cilindrice sau conice şi a filetelor, frezarea
canalelor de pană sau a canelurilor – operaţii executate înainte de
tratamentul termic – rectificarea fusurilor, a porţiunilor de
calare, a suprafeţelor canelurilor – operaţii executate după
tratamentul termic.
Semifabricatele pentru arbori şi osii pot fi: bare laminate,
pentru diametre sub 140 mm; bare laminate cu forjare ulterioară; bare
laminate cu matriţare ulterioară, în cazul producţiei de de
serie mare; semifabricate turnate, în cazul arborilor şi osiilor de
dimensiuni foarte mari. Execuţia arborilor din bare laminate cu forjare
sau matriţare ulterioară conduce la obţinerea unui semifabricat
apropiat de forma finală a arborelui – cu importante economii de material,
manoperă şi energie – şi la realizarea unui fibraj continuu care
urmăreşte forma arborelui, cu efect direct asupra măririi
rezistenţei acestuia.
Tab. ARD-P.1.2.1 Materiale şi tratamente termice uzuale pentru
arbori drepţi
|
Grupa materialului |
Mărci uzuale |
Utilizare |
Tratamente termice |
|
Oţeluri
de uz general pentru construcţii, STAS 500/2 |
S260, S290, S350 |
Pentru
arborii cu solicitări uşoare |
Nu se tratează termic |
|
Oţeluri
carbon de caliate de îmbunătăţire, STAS 880 |
C
45, C55, C60 |
Pentru
arbori mediu solicitaţi |
Îmbunătăţire
(călire şi revenire înaltă) |
|
Oţeluri
aliate de îmbunătăţire, STAS 791 |
30Mn16,
31MoCr11, 40
Cr 10, 41 CrNi 12 |
Pentru
arbori puternic solicitaţi şi/sau durată mare de
funcţionare impusă lagărelor sau canelurilor |
Îmbunătăţire
(călire şi revenire înaltă) |
|
Oţeluri
carbon de calitate de cementare, STAS 880 |
C10,
C15 |
Pentru arbori puternic solicitaţi
şi pentru arbori care funcţionează la turaţii ridicate. |
Cementare (după prelucrarea de degroşare
prin aşchiere). Implică rectificare |
|
Oţeluri aliate de cementare, STAS 791 |
13CrNi 30, 28TiMnCr 12 |
Alegerea materialului, tratamentelor termice, fluxul tehnologic principal şi caracteristicile de rezistenţă specifice (subcap. ARD-T.5, fer. ARD-M.1) se sintetizeză în următorul tabel
|
Tab. ARD-P.1.2.2 Informaţii
sintetice despre material şi tratamentele termice |
|||||||
|
Materialul |
Tratamentul
termic, duritatea
HB sau HRC |
Fluxul
tehnologic principal |
Tensiunea
de rupere |
Tensiunea
de curgere |
Tensiunea
admisibilă la solicitarea de încovoiere,după ciclul |
||
|
Static
(I) |
Pulsator(II) |
Alternant
simetric (III) |
|||||
|
Marca |
Denumire sau succesiune |
Succesiune |
σr [MPa] |
σc (σ02) [MPa] |
σaî I
[MPa] |
σaî II
[MPa] |
σaî III
[MPa] |
ARD-P.1.3 PREDIMENSIONARE ŞI PROIECTAREA
FORMEI CONSTRUCTIVE
ARD-P.1.3.1 Predimensionare
Scop: determinarea
preliminară a diametrului minimal al arborelui, necesar pentru
proiectarea formei şi întocmirea schemei de calcul la solicitări
compuse.
Tab.
ARD.P.1.3.1 Parametrii şi relaţiile de predimensionare
|
Condiţia
impusă |
Relaţile
de calcul |
Parametrii
din relaţiile de calcul |
Cazuri
de utilizare |
|
|
Rezistenţă
la torsiune (τ |
|
(fer.
ARD-C.1.1) |
Mt
[Nmm]– momentul de torsiune maxim,
|
Arbori plini pentru
transmisii obişnuite |
|
|
Arbori tubulari
pentru transmisii obişnuite |
|||
|
Deformaţia
elastică la răsucire (θ
|
|
G – modulul de elasticitate transversal (8. 104, pentru oţeluri), l - lungimea arborelui solicitat la torsiune, θa = 0,25…0,5 [o/m], răsucirea admisibilă pentru arbori obişnuiţi; θa = 5 [‘/m], pentru arbori de maşini unelte şi sisteme mecatronice. |
Arborii sistemelor tehnice de precizie:
arbori pentru maşini- unelte, arbori cu came etc. |
|
|
Obs. În
cazul predimensionării din condiţia deformaţiei impuse se va
adopta diametrul ca maximul valorilor obţinute din cele două
condiţii |
||||

ARD-P.1.3.2 Proiectarea formei constructive
Scop:
concepţia din considerente
funcţionale, constructive
şi/sau tehnologice a tronsoanelor arborelui.
Recomandări
generale:
-
dimensiunile
(diametrele şi lungimile) tronsoanelor se determină având la
bază diametrele obţinute la predimensionare, diametrele de
legătură cu elementele de antrenare şi antrenate (fer.
ARD-P.5, capete de arbori), diametrele roţilor dinţate corp comun;
-
dimensiunile
zonelor de racordare se concep dependent de funcţie (fer.
ARD-P.7.1, fer.
ARD-P.7.2, fer.
ARD-P.7.3, fer.
ARD-P.7.4, fer.
ARD-P.7.5);
-
dimensiunile
zonelor de asamblare se aleg şi se calculează dependent de
dimensiunile tronsoanelor, de capacitatea portantă şi de tipul
asamblării.
ARD-P.1.3.2.1 Proiectarea formelor arborilor intermediari
ai reductoarelor cilindrice de turaţie [Velicu, 2003]
|
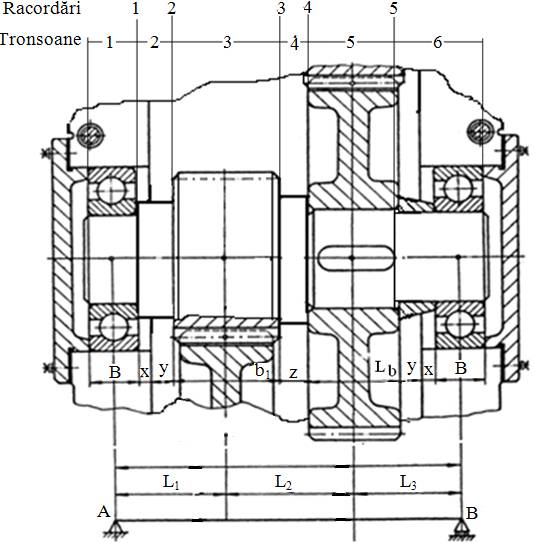
Fig.
ARD-P.1.3.1 Proiectarea formei arborelui intermediar |
Distanţele de
poziţionare axială a roţilor şi rulmenţilor: Distanţele dintre rulmenţi şi carcasă din considerente de ungere corespunzătoare
şi gabarit minim, au valorile uzuale, x = 4…8 mm. Distanţele dintre roţi şi
carcasă, din
considerente de ungere corespunzătoare şi gabarit minim, au
valorile uzuale, y = 8…14 mm. Distanţa dintre roţi, din considerente de ungere
corespunzătoare şi gabarit minim, pentru reductoarele necoaxiale,
au valorile uzuale, z =10…16 mm;
pentru reductoarele coaxiale se ţine cont de gabaritul axial al
lagărului interior. Dimensiunile tronsoanelor
(diametrele şi lungimile): Tronsonul 5 face parte din zona centrală unde solicitările (torsiunea şi încovoierea) sunt maxime şi, deci, diametrul, dA5 ≥ dA (diametrul de predimensionare); lungimea, se determină în funcţie de lungimea butucului Lb, lA5 = Lb - 2…5mm, care, pentru cazul asamblării cu pană paralelă se poate determina cu fer. ARD-CX.1. Tronsoanele 1 şi 6 sunt zonele de montaj ale rulmenţilor care se
determină ca urmare a alegerii tipului şi dimensiunii rulmentului.
În acest caz din considerente de tehnologicitate şi costuri reduse se
adoptă pentru cele două lagăre rulmenţi radiali cu bile
identici cu d ≤ d5 (d – diametrul interior al
rulmentului (fer.
RUL-P.1.1); diametrele şi lungimile tronsoanelor 1
şi 6 se consideră: dA1 = dA6 = d; lA1=B (lăţimea
rulmentului); lA6 = B + x + y+2…5mm. Tronsonul 2 se adoptă cu diametrul, dA2 =
dA1 + 8…10mm ≤ dw1; lungimea, l2=x+y. Tronsonul 3 are diametrul, dA3 = df1 (diametrul de picior
al pinionului); lA3 = b1 (lungimea pinionului); Tronsonul 4 se adoptă cu diametrul, dA4 =
dA5 + 8…10mm ≤ dw1; lA5 = z; Formele şi dimensiunile
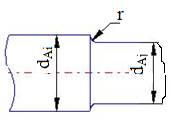
racordărilor: Racordarea 1, asociată zonei cu rezemare axială a rulmentului (fig. ARD-P.1.3.1), se
materializează prin degajare pentru rectificare a două suprafeţe
perpendiculare (fig. ARD-P.1.3.2,b; fer.
ARD-P.7.2) Racordările 2 şi 3, asociate zonelor de salt la coroana dinţată, se adoptă din considerente tehnologice ca racordări simple (fig. ARD-P.1.3.2,a; fer. ARD-P.7.1). Racordarea 4 din zona de salt cu rezemare axială pentru
roată dinţată, se materializează prin degajare pentru
rectificare a două suprafeţe perpendiculare (fig. ARD-P.1.2,b;
fer.
ARD-P.7.2) Racordarea 5, asociată zonei de salt redus fără rezemare axială,
se adoptă din considerente dimensionale şi tehnologice ca rezemare simplă
(fig. ARD-P.1.3.2,a; fer.
ARD-P.7.2). |
|||
|
a |
|
b |
|
|
|
Fig. ARD-P.1.3.2 Formele zonelor de racordare: a – racordare simplă, b - degajare |
||||
|
Obs.
Această etapă se
încheie prin completarea în lista ARD-L.1 a valorilor parametrilor geometrici
principali ai tronsoanelor şi racordărilor |
||||
ARD-P.1.4
DIMENSIONARE ŞI VERIFICARE
ARD-P.1.4.1 Dimensionarea şi verificarea arborilor
intermediari ai unui reductor cilindric de turaţie în două trepte
Tab. ARD-P.1.4.1 Schema
de calcul a parametrilor geometrici şi a diagramelor de eforturi [Jula,
1986; Moldovean,2002]
|
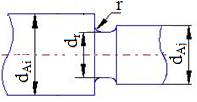
Fig. ARD-P.1.4.1 Schema de calcul a forţelor şi eforturilor |
Succesiunea
etapelor |
|
a. Determinarea lungimilor de calcul: L1, L2, L3,
LX folosind datele rezultate la proiectarea formei (subcap.
ARD-P.1.3.1). b. Determinarea momentelor de încovoiere externe: c.
Determinarea reacţiunilor din reazeme
(lagăre): -
reacţiunile
radiale în planele I şi II, -
reacţiunile
radiale totale, -
reacţiunile
axiale: FA = max(Fa1, Fa2- Fa1),
FB= Fa2 (la
schimbarea sensului de rotaţie). d. Elaborarea diagramelor momentelor de
încovoiere (fig.
ARD-P.1.4.1, alura diagramelor este informativă): -
calculul
momentelor de încovoiere în punctele 1, 2 corespunzătoare celor
două plane (I, II): -
calculul
momentelor de încovoiere rezultante în punctele 1, 2 -
calculul
momentelor de încovoiere în punctul X, corespunzătoare celor două
plane (I, II): -
calculul
momentului de încovoiere rezultant în punctul X e.
Elaborarea diagramei momentelor de torsiune, Mt1,2,X = Mt. f.
Elaborarea diagramelor eforturilor axiale N1,2,X = Fa2. g. Determinarea diametrelor secţiunilor: |
Tab.
ARD-P.1.4.2 Calcule de verificare/dimensionare [Moldovean, 1998; Mădăras 1990]
|
Calculul
de verificare |
||||||||
|
Relaţia
de calcul a tensiuni echivalente |
Secţiunea
de calcul |
Parametrii
de calcul |
Valorile
tensiunii echivalente |
Factorul
de siguranţă, verificare |
||||
|
(fer. ARD-C.4),
|
1 (X=1) |
N1 , Mî1
, Mt1, |
σe1 [MPa] |
(fer.
CEL-C.1); Se ≥ Smin = 2…4,
verificare îndeplinită apropiat; Se >>> Smin =
2…4, verificare îndeplinită îndepărtat (se poate reconfigura
arborele dacă este posibil şi se reia calculul de verificare); Se < Smin = 2…4,
verificare neîndeplinită, se continuă calculul cu dimensionare (v. mai jos) |
||||
|
2 (X=2) |
N2 , Mî2,
Mt2, |
σe2
[MPa] |
||||||
|
X |
NX , MîX
, MtX, |
σeX [MPa] |
||||||
|
Calculul
de dimensionare |
||||||||
|
Relaţia
de dimensionare |
Relaţia
momentului echivalent |
Secţiunea
şi parametrii din relaţia de calcul a momentului echivalent |
Parametri calculaţi |
Obs. |
||||
|
|
|
Secţiunea 1 (X=1): Mî1 , Mt1 |
|
Se reconfigurează
arborele cu valori ale diametrelor mai mari decât cele obţinute prin
calcul |
||||
|
Secţiunea 2 (X=2): Mî2 , Mt2 |
|
|||||||
|
Secţiunea X MîX , MtX |
|
|||||||


ARD-P.1.5 PROIECTAREA FORMEI TEHNOLOGICE.
DESENE DE EXECUŢIE
Tab.
ARD-P.1.5.1 Adoptarea formelor şi
dimensiunilor tehnologice
|
|
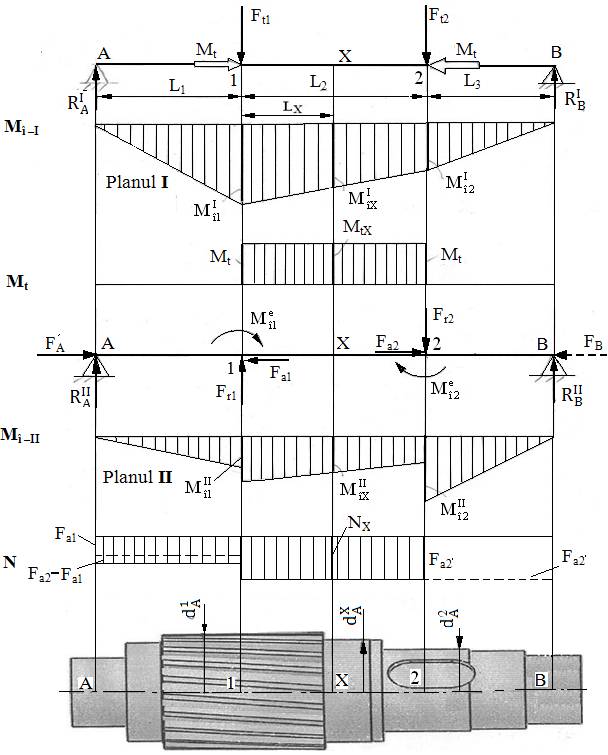
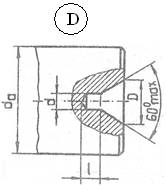
Succesiunea etapelor: a. Adoptarea tipului şi dimensiunilor
găurilor de centrare
(fig. ARD-P.1.5, detaliul D), din considerente tehnologice de prelucrare prin
aşchiere (v.
fer.
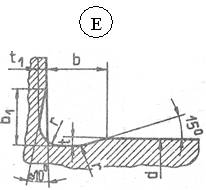
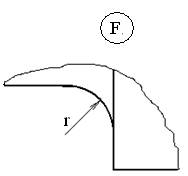
ARD-P.8). b. Adoptarea dimensiunilor, abaterilor şi toleranţelor tehnologice ale degajărilor de rectificare (fig. ARD-P.1.5, detaliul E) conform fer. ARD-P.7.2. c. Adoptarea dimensiunilor, abaterilor şi toleranţelor tehnologice ale racordărilor (fig. ARD-P.1.5, detaliul F) conform fer. ARD-P.7.1. d. Adoptarea tipurilor şi valorilor
toleranţelor de formă (fig. ARD-P.5): ci1, ci2, ci3 de la circularitate (v. fer.
ARD-P.9); cl1, cl2,
cl3 de la cilindricitate (fer.
ARD-P.9) e.
Adoptarea tipurilor şi valorilor
toleranţelor de poziţie raportate la suprafeţele de referinţă A, B sau AB
(fig. ARD-P.1.5): p1, p2 de
perpendicularitate/bătaie frontală (fer.
ARD-P.10); c1,
c2, br de concentricitate/bătaie radială (fer.
ARD-P.10) f.
Adoptarea ajustajelor arbore-butuc şi a abaterilor şi
toleranţelor suprafeţelor de montaj (fig. ARD-P.1.5): ajustajul Xr/xr arbore-inel interior rulment,
ajustajul Xb/xb arbore-butuc
roată dinţată. g. Adoptarea rugozităţilor
suprafeţelor (fig.
ARD-P.1.5): Ra1, pentru suprafețele de montaj a
rulmenţilor; Ra2, pentru suprafaţa de montaj a
roţii dinţate; Ra3, pentru suprafețele
flancurilor active ale dinţilor, Ra4,5 pentru
suprafeţele de rezemare axială; Ra, pentru
celelalte suprafețele care nu au rol funcţional. h. Adoptarea toleranţelor de simetrie ale zonelor de asamblare (fer. ARD-P.10) |
||
|
|
|
|
|
|
Fig. ARD-P.1.5.1 Forme şi dimensiuni tehnologice |
|||
Tab. ARD-P.1.5.2 Întocmirea
desenelor de execuţie
|
Fig. ARD-P.1.5.2 Cotarea tehnologică a arborilor
drepţi |
Recomandări
de întocmire a desenelor de execuţie: -
reprezentarea
grafică a parametrilor dimensionali pentru prelucrare se face cu
respectarea principiului cotării tehnologice; -
informaţii
suplimentare menţionate pe desenele de execuţie ale arborilor (condiţii
tehnice): clasa de precizie (toleranţele) a dimensiunilor fără
toleranţe marcate pe desen, dimensiunile teşiturilor sau
racordărilor muchiilor ascuţite (exterioare şi interioare),
tratamentul termic cu menţionarea durităţii şi/sau
rezistenţelor de rupere şi/sau de curgere; - exemple de desene de execuţie arbori (fer. ARD-S.1) |

ARD-P.1.6
VERIFICAREA MODELULUI CU PACHETUL MDESIGN
Verificarea modelului se face pe cazuri
concrete: v. subcap. ARD-A.1.6, pentru arborele de intrare al unui reductor
cilindric intr-o treaptă; v. subcap. ARD-A.2.6, pentru arborele
intermediar al unui reductor cilindric în două trepte.