|
…autori… Organe de Mașini. Lucrări de laborator. Universitatea Transilvania din Braşov |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Lucrarea LD.OM I.03 DESCRIEREA CONSTRUCTIVĂ ȘI FUNCȚIONLĂ A ASAMBLĂRI FILETATE ȘI
CU ȘURUBURI DE FIXARE |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
CUPRINS |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
A. DESCRIEREA TEMATICII B. ASPECTE CONSTRUCTIVE ŞI TEHNOLOGICE C. ÎNCĂRCĂRI ȘI MODURI DE TRANSMITERE A
FORȚELOR PRIN ASAMBLĂRILE CU ȘURUBURI D. STUDII TEORETICO-EXPERIMENTALE PRIVIND
ÎNCĂRCAREA ȘI SOLICITAREA ASAMBLĂRILOR CU ȘURUBURI E.
PROIECTAREA ASAMBLĂRILOR CU ȘURUBURI, ȚINÂND
CONT DE ETAPELE DE FUNCȚIONARE |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
A. DESCRIEREA TEMATICII |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
A.1 Aspecte generale |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Asamblările filetate sunt legături demontabile care se pot monta/demonta repetat fără a se distruge elementele componente fiind utilizate frecvent în construcţia de maşini; peste 60% din piesele maşinilor (inclusiv, vehiculelor) au la bază filete. Avantajele asamblărilor cu filete în raport cu alte tipuri de legături similare (îmbinări sudate, prin lipire etc.): -
forţe de strângere (fixare) mari; - uşor de montat şi
de demontat cu forţe reduse; - sigure în
exploatare; - ieftine,
deoarece se execută în întreprinderi specializate, în producţie de masă; - sunt
interschimbabile, la scară internaţională; - asigură
condiţia de autofixare, cu precădere, în condiţii de încărcare statice. Dezavantajele asamblărilor cu filete în raport cu alte tipuri de legături similare (îmbinări sudate, lipire etc.): - filetul,
prin forma sa este un puternic concentrator de tensiuni; - necesită
asigurare suplimentară împotriva autodesfacerii, mai ales, în cazul
solicitărilor dinamice (vibraţii) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
A.2 Scopul lucrării |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Identificarea tipurilor, caracteristicilor și a modalităților de montaj a asamblărilor cu șuruburi. Studiul structurilor funcțional-constructive. Simularea experimentală a funcționării asamblărilor cu șuruburi cu încărcări diverse |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
B. ASPECTE CONSTRUCTIVE ȘI TEHNOLOGICE |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
B.1 Descriere constructivă a filetelor de fixare |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
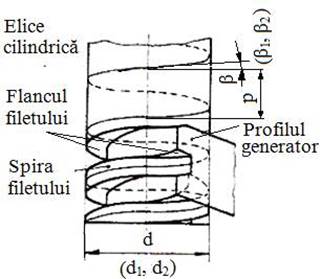
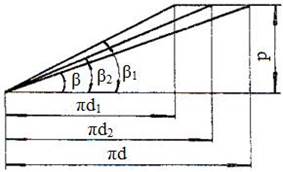
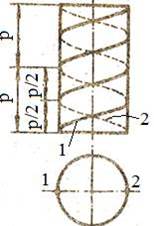
Filetul se prezintă sub forma unor spire (proeminenţe) elicoidale dispuse uniform pe o suprafaţă cilindrică sau conică la exterior sau la interior. Particularităţi de generare a
filetului (a –
parametri de generare a spirei (elicei); b – unghiul
de înclinare a spirei; c – direcţia spirei (spre
dreapta, stânga); d – filet cu două începuturi)
Semnificații notații:
p – pasul filetului; d1,
d2, d – diametrele corespunzătoare cilindrului interior, mediu, respectiv, exterior ; β1,
β2, β – unghiurile de înclinare a elicei
(spirei) corespunzătoare diametrului interior, mediu, respectiv exterior;
unghiul de înclinare a spirei (elicei), β2 = arctg(p/πd2). Parametrii geometrici ai filetelor
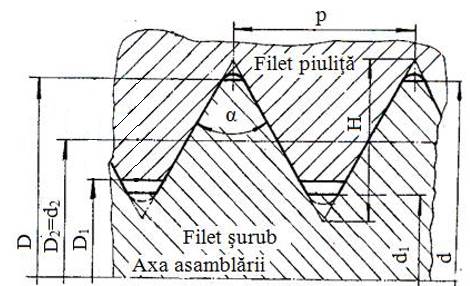
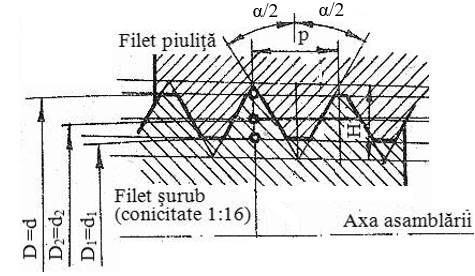
de fixare (e – filet cilindric; f – filet conic)
Semnificații notații: d – diametrul exterior (de
obicei este diametrul nominal) al filetului șurubului; D – diametrul
exterior al filetului piuliței; d2, D2 – diametrul mediu al filetului șurubului,
respective, piuliței (la nivelul acestor diametre grosimea golului este
egală cu grosimea plinului); d1 – diametrul interior al filetului șurubului;
D1 – diametrul interior al filetului piuliței; α –
unghiul filetului (α = 60o, pentru filete metrice;
α = 55o, pentru filete Whitworth); H – înălțimea
profilului filetului. Precizare: filetele conice se utilizează,
în special, pentru asamblări care necesită, în plus, şi o bună etanşare a
mediilor fluide. Clasificarea filetelor
Precizare: filetele cu pofilul
pătrat (α = 0o) sau trapezoidal (α = 30o)
sunt utilizate pentru construcția cuplelor elicoidale.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
B.2 Structuri ale asamblărilor cu șuruburi
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Asamblările
cu șurub sunt legăturile directe demontabile realizate prin
contactul direct dintre filetele conjugate, interior (al piuliţei sau al
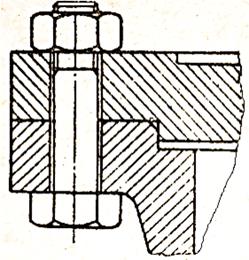
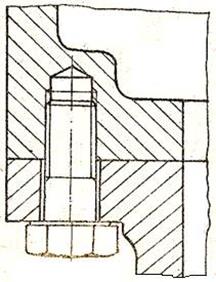
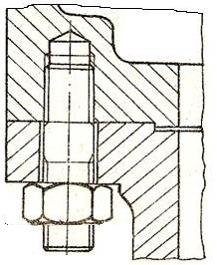
piesei cu filet interior) şi exterior (al şurubului). Variante constructive: fig. a –
șurub-piuliță cu joc în găuri de trecere; b – cu șurub cu joc și gaură filetată înfundată; d –
cu prezon și piuliță cu joc și gaură filetată înfundată.
a
b
c |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
B.3 Materiale și tehnologii |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Materiale Oţelurile pentru şuruburi şi
piuliţe de fixare standardizate sunt împărţite în grupe (clase) de
caracteristici mecanice, fiecare grupă fiind asociată unor materiale cu
caracteristici apropriate. Simbolurile grupelor de caracteristici
mecanice uzuale pentru şuruburi sunt: 3.6, 4.6, 4.8, 5.6, 5.8, 6.8, 8.8, 10.9, 12.9. Semnificaţii: pentru simbolul x.y: x*100 = Rm
- rezistenţa de rupere (σr) [MPa]; x*y*10 = Rp - rezistenţa (limita) la curgere (σc,
σ02) [MPa] (ex. pentru simbolul 6.8: σr =
6*100 = 600 MPa, σc = 6*8*10 = 480 MPa). Simbolurile grupelor de caracteristici
mecanice uzuale pentru piuliţe sunt: 4, 5, 6, 8, 10, 12. Semnificaţii: pentru simbolul x:
x*100 = Rm
- rezistenţa de rupere (σr) [MPa] (ex. Pentru simbolul
8, σr = 8 x 100 = 800 MPa). Marcarea grupei (clasei) carateristicilor de material (fig. a - pentru șurub,
fig. b – pentru piuliță)
a
b Grupele de caracteristici ale materialelor șuruburilor
și piulițelor
Tehnologii de execuție a filetelor Prelucrarea filetelor prin așchiere
manual (fig. c
– cu tarodul,
pentru filete interioare; fig. d
– cu filiera, pentru filete exterioare)
c
d Prelucrare cu tarodul manual: https://www.youtube.com/watch?v=-IWB3GmWSHo Prelucrare
cu tarodul pe strung: https://www.youtube.com/shorts/YfpmQ-36g0k Prelucrare cu filiera manual: https://www.youtube.com/watch?v=F1L6X4SY3D4&t=55s Prelucrare cu filiera pe strung: https://www.youtube.com/shorts/W2-mvym1yjU Prelucrarea filetelor prin strunjire -
Filete exterioare: https://www.youtube.com/shorts/lHQNiIfCxM0,
fără degajare (“așa NU”), https://www.youtube.com/watch?v=9IvWuXjCVbg&t=12s,
fără degajare (“așa Da”, v. Anexa.ST.05). -
Filete interiore: https://www.youtube.com/shorts/gKE1lqE7MJ4; https://www.youtube.com/shorts/VHWWGl7v-Sw. Prelucrarea prin deformare plastică (prin
rulare) https://www.youtube.com/shorts/HEpyuLSuODY
https://www.youtube.com/watch?v=rwArBBcUNr4
Precizări: - Spre deosebire de cazul prelucrării filetului prin așchiere când fibrajul semifabricatului laminat se intrerupe (fig. e) în cazul prelucrării prin deformare plastică la rece se păstrează continuitatea fibrelor materialului (fig. f) și se obține o rezistență mărită a filetului.
-
Tehnologiiile de execuţie a filetelor se face
în funcţie de seria de fabricaţie: în cazul unicatelor şi seriilor mici se
face prin filetarea cu filiera, pentru şurub, şi cu tarodul, pentru piuliţă,
sau prin strunjire cu cuţitul; în cazul seriilor de fabricaţie mari (de șuruburi
și piulițe) filetarea se face, prin aşchiere cu scule speciale (https://www.youtube.com/watch?v=xSg3rnKoBZE)
sau prin deformare plastică prin rulare pe maşini automate (https://www.youtube.com/watch?v=ARQ3r9ZdFvE,
https://www.youtube.com/shorts/r_1yDa8s2Io). |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
B.4 Forme de deteriorare și scoatere
din uz a asamblărilor filetate |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
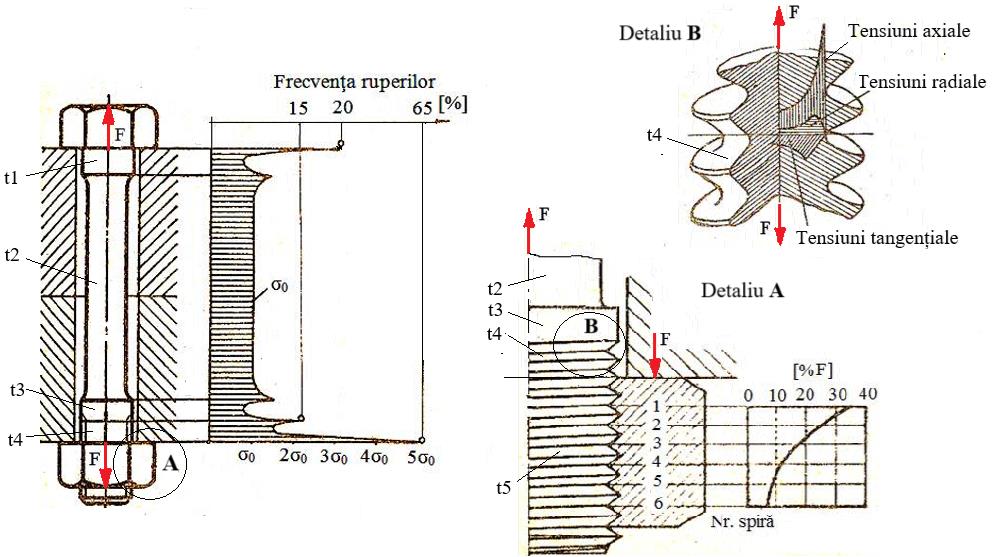
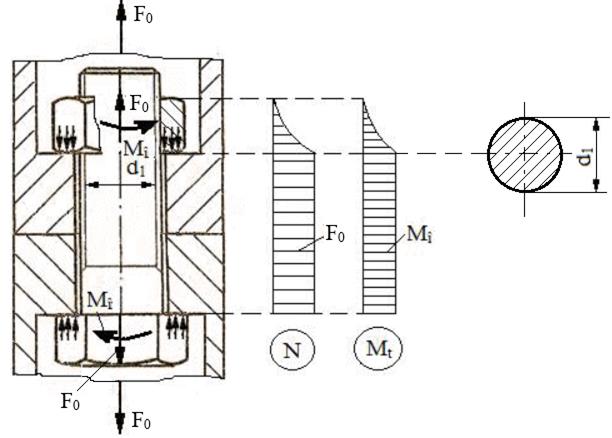
Încărcări și tensiuni din
asamblările filetate șurub-piuliță (fig. a – secţiuni
critice ale șuruburilor; Detaliu A - distribuţia sarcinii
pe spirele piuliţei, Detaliu B - variaţiile tensiunilor din tija
şurubului)
a Semnificații notații:
t1, t2, t3 – tronsoane cilindrice; t4 – tronson filetat în afara piuliței;
t5 – tronson filetat în contact cu filetul piuliței; F – forța
axială din șurub (după montaj); σ0 – tensiunea normală în
secțiunea tijei șurubului cu aria minima (tronsonul t2). Precizări: a. concentratorul de tensiune indus
de filet (zona interioară cu rază redusă) produce valori mult mărite ale
tensiunilor axiale, radiale și tangențiale (v. Detaliu B); b. sub acțiunea forței F,
având în vedere că șurubul are secțiune variabilă (5 tronsoane cu
secțiuni de arii diferite), din cauza racordărilor de trecere
(concentratorilor de tensiune) apar vârfuri ale tensiunii normale (de
ex. în zona primei spire de contact a șurubului cu piulița apare
tensiunea 5σ0
(fig. a); c. vârful de tensiune maxim, 5σ0,
din zona primei spire a șurubului în contact cu piulița, este
determinat de concentratorul de tensiune de la interiorul filetului; d.
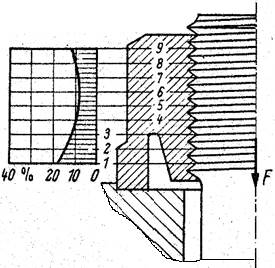
transmiterea forței F prin formă (după direcția
normală a contactului) de la spirele filetului șurubului la spirele
filetuluiși piuliței se face diferențiat (v, Detaliu A),
prima spiră preia maxim (aprox. 34%F) și ultima a 6 - a minim (sub 10%),
https://www.youtube.com/watch?v=-gptqNildV4&t=5s;
deci, se poate concluziona că numărul necesar de spire al piulițelor, în
general, este minim 6. e.
deoarece, în zona primei spire de contact a șurubului cu piulița
forța de încărcare și tensiunea sunt maxime (v. pct. c și d), în această zonă apar ruperi cu frecvența cea mai mare,
65%; în alte zone apar frecvențe de rupere mai reduse (fig. a):
20% în zona de trecere capul șurubului-t1, 15% în zona de trecere t3-t4
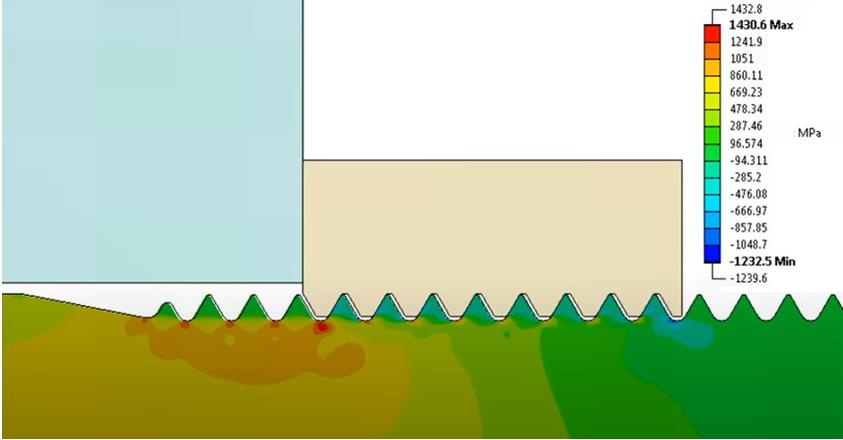
(începutul filetului). Obs. În fig. b se evidențiază
prin intermediul Analizei cu Elemente Finite (FEA) concentratorul de tensiune
din zona primei spire în contact cu piulița cu valoarea tensiunii
normale mult mărită, σ = 1430,8 MPa.
b (www …) Deformarea plastică și rupera tijei
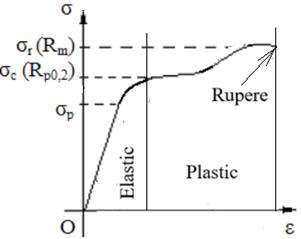
şurubului la suprasarcini accidentale (şocuri) Pentru șuruburi din oțeluri
moi (ductile) (fig. c –
caracteristica oțelurilor moi; fig. d –
alungirea plastică a tijei șurubului; fig. e –
ruperea tijei șurubului)
Semnificații notații: σc (Rp0,2)
– limita de curgere; σr (Rm) – rezistența la
rupere; σp – limita de proporționalitae (elasticitate
liniară). Precizări: -
La apariția unei suprasarcini (încărcare mai mare decât cea
pentru care a fost proiectat), în primă fază, tija filetată în zona primei
spire a șurubului în contact cu piulița se alungește plastic,
pasul se mărește (fig. d), și apoi se rupe (fig. e,
https://www.youtube.com/watch?v=UxVlgn7h6b8).
-
În practică frecvent apare deformarea plastică a tijei șurubului
fără să se rupă; astfel, șurubul este deteriorat nemai fiind posibilă
montarea unei piulițe noi. -
Aceste deteriorări se pot evita prin exploatarea asamblării fără
suprasarcini accidentale.
Pentru șuruburi din oțeluri
dure (fragile) (fig. f –
caracteristica oțelurilor dure; fig. g – ruperea
tijei șurubului)
Semnificații notații: Rp0,2 – limita de curgere,
corespunzătoare valorii deformației remanente 0,2; Rm) –
rezistența la rupere. Precizări: -
La apariția unei suprasarcini (încărcare mai mare decât cea
pentru care a fost proiectat) după o alungire plastică mult redusă tija șurubului se rupe în zona primei
spire a șurubului în contact cu piulița (fig. g). -
Această deteriorae se poate evita prin exploatarea asamblării fără
suprasarcini accidentale.
Rupera tijei şurubului la oboseală
(fig. h –
caracteristica oțelurilor dure; fig. i –
ruperea tijei șurubului)
h
i
Semnificații notații: σR – tensiunea
limită la oboseală a oțelului;
σr – tensiunea de rupere; N0 – numărul de
cicluri de bază Precizări: -
În timpul exploatării după un număr de cicluri de solicitare mare
(N>104) în zona concentratorului de tensiune al primei spire a șurubului
în contact cu piulița pot apărea fisuri care cu timpul se măresc și
în final apare ruperea (aria secțiunii fiind mult redusă). -
Această deteriorare ca formă principală de cedare se poate evita prin
exploatarea asamblării o perioadă de timp mai mică decât cea luată în
considerare la proiectare.
Deteriorarea filetului şurubului şi/sau
piuliţei (fig. j –
șurub cu filetul deformat plastic; fig. k –
șurub cu filetul forfecat)
Precizări: - Consecință a depășirii rezistenței la strivire a unuia din materialele șurubului sau piuliței, în exploatare, cu încărcări mărite (suprasarcini, șocuri) poate apărea deteriorarea superficială (la suprafață) a filetului (fig. j); astfel, șurubul/piulița sunt scoase din uz. - Consecință a depășirii rezistenței la forfecare a unuia din materialele șurubului sau piuliței, în exploatare, cu încărcări mărite (suprasarcini, șocuri) poate apărea ruperea filetului la bază; astfel, șurubul/piulița sunt scoase din uz. -
În cazul deteriorării spirei prin strivire (deformarea plastică a flancurilor
filetului), demontarea/remontarea
asamblării este anevoioasă şi, uneori, chiar imposibilă. -
Forfecarea spirelor șurubului/piuliței (fig. k)
se produce, cu precădere, în cazul filetelor de dimensiuni mici din oțeluri
moi |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
C. ÎNCĂRCĂRI ȘI MODURI DE TRANSMITERE A FORȚELOR PRIN ASAMBLĂRILE CU ȘURUBURI |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
C.1
Scheme de încărcare și moduri de transmitere a forțelor |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
C.2
Scheme de încărcare și moduri de transmitere a forțelor prin
asamblările cu șuruburi ale DRA |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
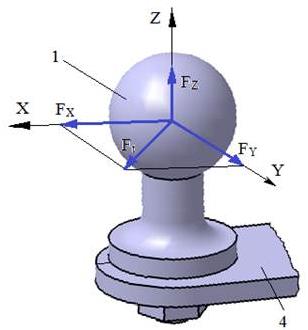
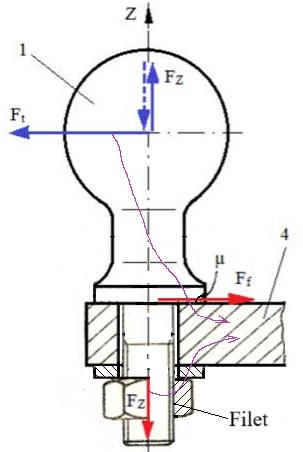
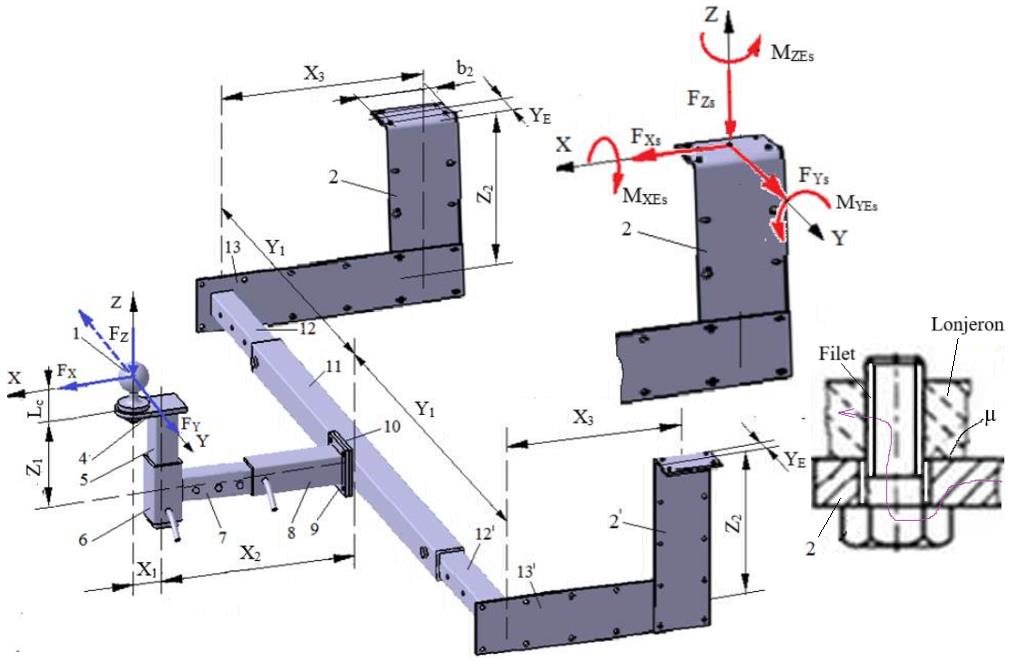
Asamblarea filetată
asociată legăturii 1-4
Semnificații notații: 1 – cârlig de remorcare; 4 –
tirant superior; FX, FY, FZ –
forțele
exterioare de încărcare după axele X, Y, respectiv, Z; Ft = Moduri de încărcare și de transmitere a
forțelor prin asamblarea filetată de la elementul 1 la elementul 4: -
forța FZ încarcă asamblarea axial,
se transmite prin formă (tijă filetată,
filet, piuliță, șaiba plată, elementul 4); -
forța
Ft (rezultanta forțelor
FX,
FY) încarcă asamblarea transversal și se transmite prin frecare. Asamblarea cu șuruburi
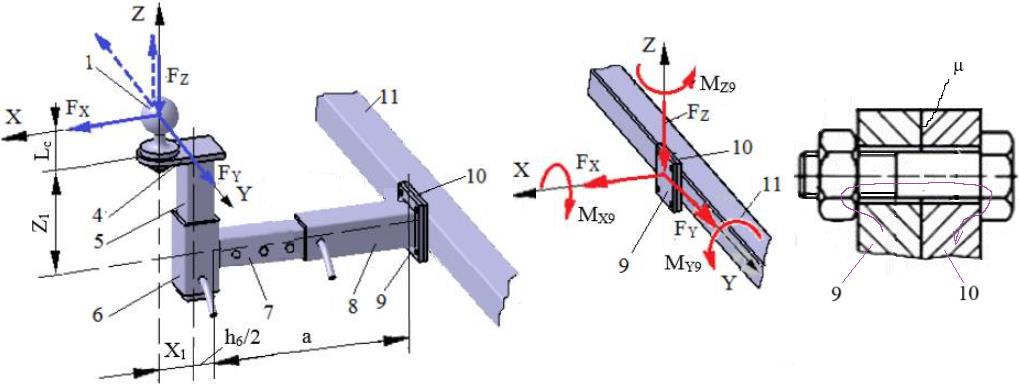
asociată legăturii 9-10
Semnificații notații: 1 – cârlig de remorcare; 9, 10 –
flanșe dreptunghiulare asamblate cu 4 șuruburi; FX, FY,
FZ – forțele de încărcare a asamblării; MX9 – momentul axial în centrul
asamblării; MX9, MX9 – momentele
transversale în centrul asamblării; µ -
coeficientul de frecare pe suprafața de contact 9-10. Forțele și momentele din centrul
asamblării cu șuruburi și moduri de transmitere a acestora de la
elementul 9 la elementul 10: -
forța FX încarcă asamblarea cu șuruburi axial și se transmite prin formă (piuliță, filet, tija șurub, capac șurub); -
forța
FY încarcă asamblarea cu șuruburi transversal și se transmite prin frecare; -
forța
FZ încarcă asamblarea cu șuruburi transversal și se transmite prin frecare; -
momentul
axial, MX9 = FY (Lc+Z1),
se transmite prin frecare; -
momentul
transversal, MY9 = FX (Lc +Z1)
+ FZ (X1 + h6/2 + a), se transmite prin formă (piuliță,
filet, tija șurub, capac șurub);
-
momentul
transversal, MZ9 = FY (X1 + h6/2
+ a), se transmite prin formă (piuliță,
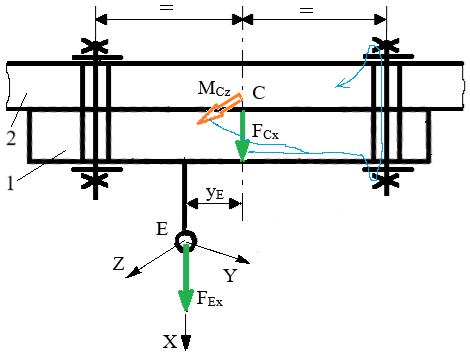
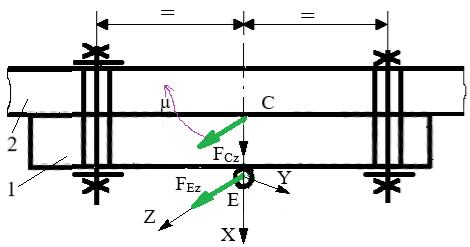
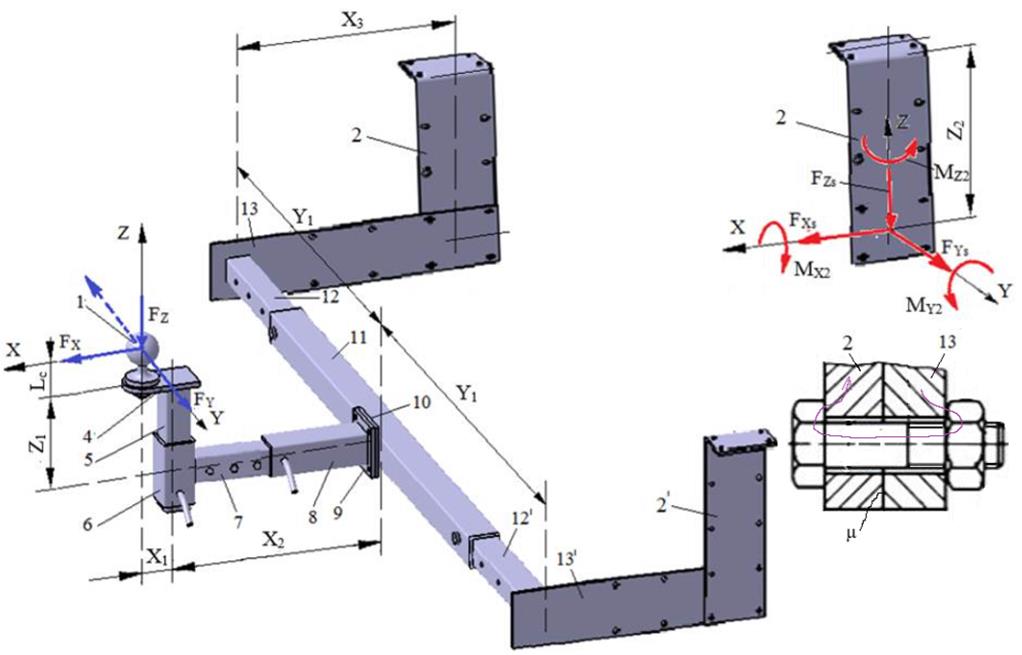
filet, tija șurub, capac șurub). Asamblarea cu șuruburi
asociată legăturii 13-2 (13’-2’)
Semnificații notații: 1 – cârlig de remorcare; 13, 2 –
bare (plăci); FXs,
FYs, FZs – forțele de încărcare a asamblării din
stânga; MY2 – momentul axial în centrul
asamblării; MX9, MZ9 – momentele
transversale în centrul asamblării; µ -
coeficientul de frecare pe suprafața de contact 13-2. Forțele și momentele din centrul
asamblării cu șuruburi și moduri de transmitere a acestora de la
elementul 13 la elementul 2: -
forța FYs = FY/2 încarcă
asamblarea cu șuruburi axial și se transmite prin formă (piuliță, filet, tija șurub, capac șurub); -
forța
FXs = FX/2 încarcă
asamblarea cu șuruburi transversal și se transmite prin frecare; -
forța
FZs = FZ/2 încarcă
asamblarea cu șuruburi transversal și se transmite prin frecare; -
momentul
axial, MY2s = FX (Lc +Z1)/2
+ FZ (X1 + X2 + X3)/2, se transmite prin frecare; -
momentul
transversal, MX2s = FY (Lc+Z1)/2+
FZ Y1/2 se transmite prin formă (piuliță, filet, tija șurub, capac șurub); -
momentul transversal,
MZ2s = FX Y1/2 + FY (X1 +
X2 + X3)/2 se transmite prin formă (piuliță, filet, tija șurub, capac șurub).
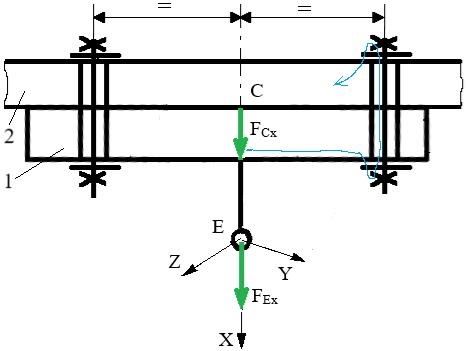
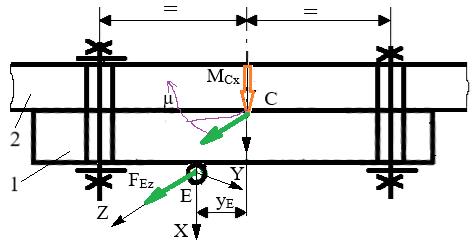
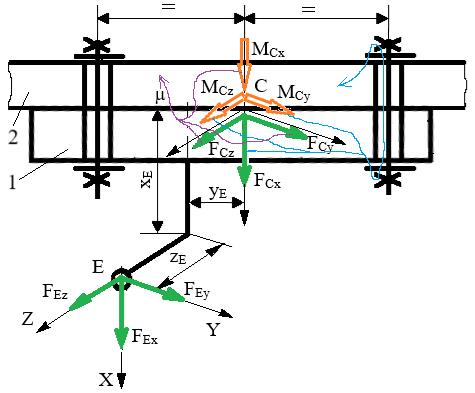
Asamblarea cu șuruburi
asociată legăturii E (E’)
Semnificații notații: 1 – cârlig de remorcare; 2 –
bară (plăcă); FXs,
FYs, FZs – forțele de încărcare a asamblării din
stânga; MZEs – momentul axial în centrul
asamblării; MXEs, MYEs –
momentele transversale în centrul asamblării; µ - coeficientul de frecare pe suprafața de contact 2-lonjeron. Forțele și momentele din centrul
asamblării și moduri de transmitere a acestora de la elementul 2 la
elementul lonjeron: -
forța FZs = FZ/2 încarcă
asamblarea axial și se transmite prin formă (piuliță,
filet, tija șurub, capac șurub);
-
forța
FXs = FX/2 încarcă
asamblarea transversal și se transmite prin frecare; -
forța
FYs = FZ/2 încarcă
asamblarea transversal și se transmite prin frecare; -
momentul
axial, MZEs, se
transmite prin frecare; -
momentul
transversal, MXEs se transmite prin formă (piuliță,
filet, tija șurub, capac șurub);
-
momentul
transversal, MYes se transmite prin formă (piuliță, filet, tija șurub, capac șurub) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
D.
STUDII TEORETICO-EXPERIMENTALE PRIVIND
ÎNCĂRCAREA ȘI SOLICITAREA ASAMBLĂRILOR CU ȘURUBURI |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
D.1 Asamblări cu șuruburi încărcate AXIAL CENTRIC |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
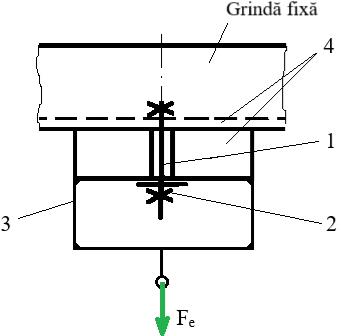
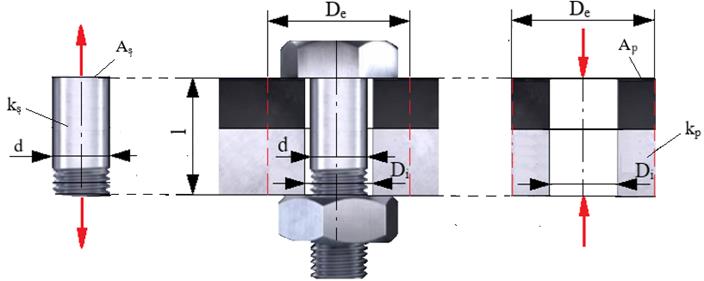
Aspecte generale Asamblări cu șuruburi
încărcate axial cu preîncărcare: https://www.youtube.com/watch?v=-gptqNildV4&t=142s; https://www.youtube.com/watch?v=aD54subok-I&t=28s. Schema constructivă a
dispozitivului simulare experimentală (fig. a)
Semnificații
notații: 1 – șurub; 2 – piuliță, șaibă; 3 – cadru de încărcare cu forța exterioară;
4 – piese strânse; Fe – forța de încărcare (exterioară) a
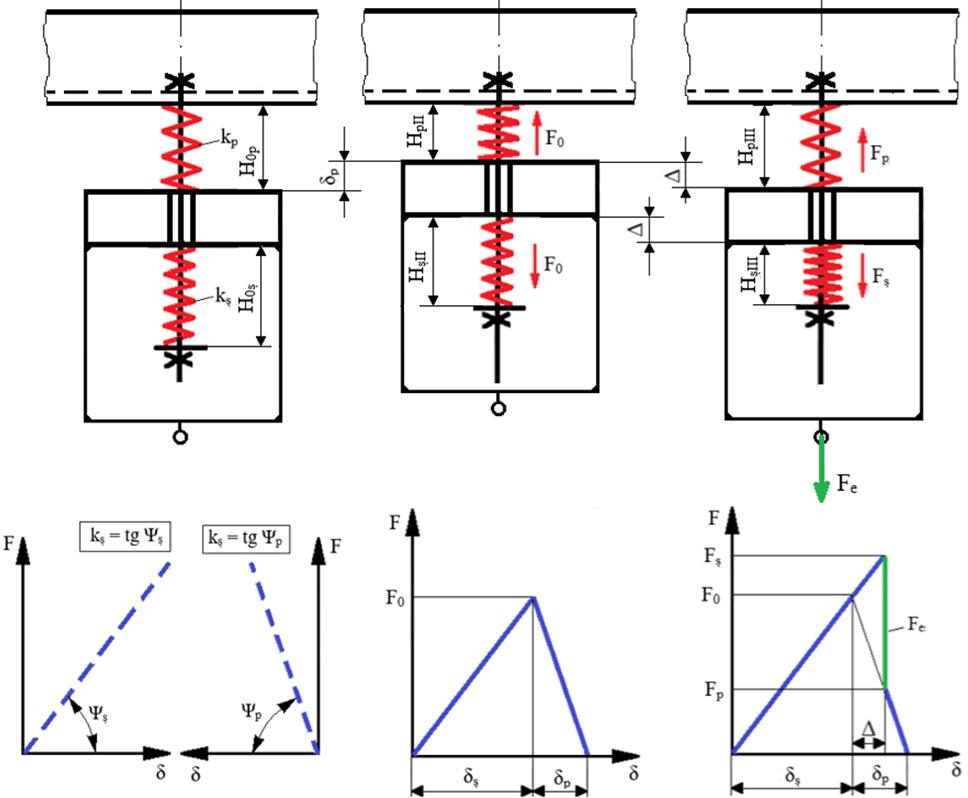
samblării. Scheme constructiv-funcționale
ale procesului de simulare
experimentală a comportării asamblării (fig. b – asamblare inițială (manual);
fig. b – Etapa I, montaj (preîncărcare, pretensionare); fig. c – Etapa II, exploatare). Precizare: Pentru evidențierea
cu lizibilitate mărită a comportării asamblării se vor asocia șurubului și
pieselor strânse arcuri elicoidale cilindrice cu rigidități mult reduse
(rigiditatea arcului asociat șurubului mai mică decât rigiditatea
arcului asociat pieselor strânse); astfel, studiul comportării se va face
prin intermediul caracteristicilor elastice ale arcurilor asociate (v.
graficele din fig. b, c, d asociate schemelor
constructiv-funcționale specifice fiecărei etape).
b
c
d Semnificații
notații: ψș – panta
caracteristicii șurubului (elementul elastic asociat) (fig. b, partea inferioară stânga), ψp – panta caracteristicii
pieselor strânse (arcul asociat; fig. b, partea inferioară
dreapta); kș – rigiditatea șurubului (elementul elastic
asociat); kp – rigiditatea pieselor strânse (arcul asociat); δș –
săgeata șurubului (arcul asociat) în etapa de precomprimare; δp
– săgeata pieselor strânse (arcul asociat) în etapa de precomprimare; F0
– forța șurub și respectiv din piesele strânse în faza de
pretensionare; Fe – forța exterioară de încărcare a
asamblării; Δ – săgeata de deformare (alungire) suplimentară a șurubului,
respectiv, de descărcare a pieselor strânse în etapa de exploatare; Fș
– forța totală care încarcă șurubul în faza de exploatare; Fp
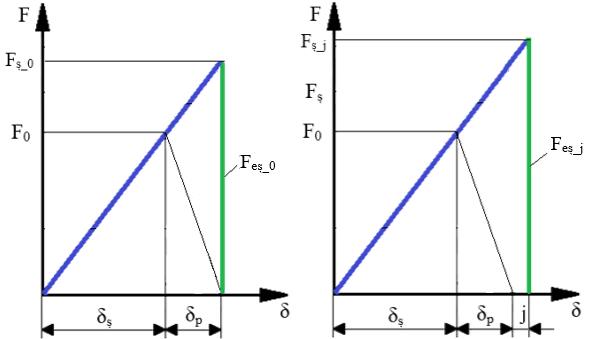
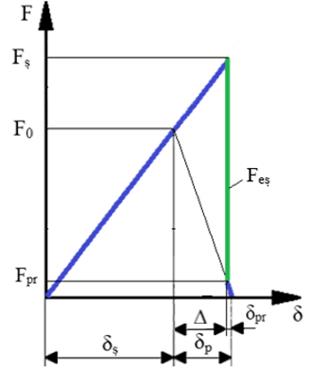
– forța totală care încarcă piesele strânse în faza de exploatare. Cazuri funcționale limită, (fig. e – caracteristica asamblării în cazul limită
cu siguranță nulă (incertă), fig. f –
caracteristica asamblării în cazul limită cu nesiguranță) Din caracteristica asamblării (fig. d) se
observă că în funcție de valoarea forței de încărcare a asamblării
pot fi și următoarele cazuri: a.
Δ = δp
și Fp = 0 (piesele nu mai sunt strânse și jocul dintre
ele este nul; v. fig. e); b.
Δ < δp și Fp = 0 (piesele nu mai sunt strânse și jocul
dintre ele este mai mare decât zero; v. fig. f)
e
f
Semnificații
notații: Feș_0 – forța
exterioară a asmblării în cazul a. (fig. e); Feș_j – forța exterioară a asmblării în cazul b. (fig. f); Fș_0 – forța din șurub
în cazul a. (fig. e), cu strângerea nulă și jocul dintre piese nul; Fș_j – forța din șurub
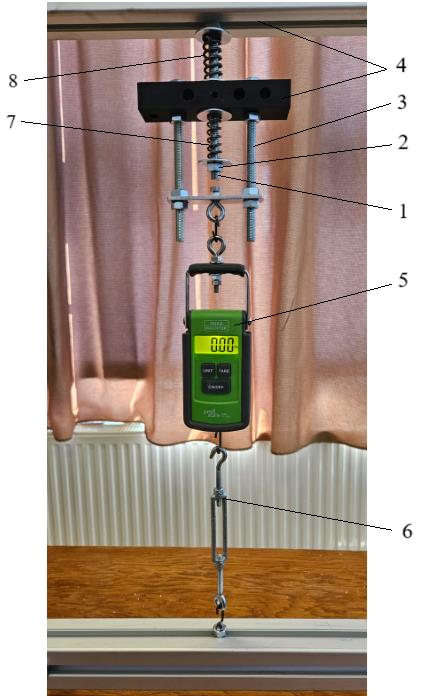
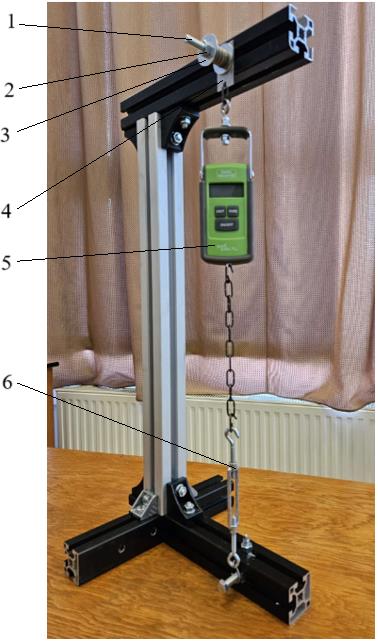
în cazul b. (fig. f), strângere nulă și jocul dintre acestea, j > 0. Structura constructivă a dispozitivului experimental de simulare a
comportării asamblării (fig. g
–
dispozitivul montat inițial (etapa I); fig. h
–
detaliu cu dispozitivul precomprimat evidențierea măsurării arcului
asociat pieselor strânse (etapa II); fig. i
–
detaliu cu dispozitivul precomprimat evidențierea măsurării arcului
asociat șurubului (etapa II).
g
h
i Semnificații
notații: 1 – șurub; 2 – piuliță, șaibă;
3 – cadru pentru încărcare cu forța exterioară; 4 – piese strânse, 5 – cântar
digital pentru înregistrare masă [kg], 5 – cântar digital
pentru înregistrare masă, 6 – unitate de încărcare cu șuruburi
și piulițe stânga-dreapta; 7 – arc elicoidal cilindric asociat șurubului;
8 – arc elicoidal cilindric asociat pieselor strânse. Precizare: Pentru
simularea experimentală s-a considerat șurubul și piesele strânse
cu rigiditățile infinite și evidențierea elasticităților
(rigidităților) acestora s-au introdus înseriat două arcuri elicoidale
cilindrice. Descrierea
etapelor experimentului de simulare a comportării asamblării Preliminar, se
asamblează piesele strânse 4 prin strângere manual a piulițelor 3 până
când dispar toate jocurile (fig. b). Arcurile elicoidale cilindrice asociate șurubului
și pieselor strânse au caracteristica liniară cu panta ψș, pentru șurub, și
ψp, pentru piesele strânse (fig. b). Având în vedere că ψș < ψp (elasticitatea
șurubului este mai mare decât cea a pieselor strânse) rezultă, ținând
cont că rigiditățile kș = tgψș și kp
= tgψp, kș < kp. Etapele experimentului Etapa I (montaj). Se strânge (preîncarcă, pretensionează) asamblarea prin intermediul piuliței
(folosind o cheie fixă) cu forța F0 și ca efect șurubul
se alungește cu săgeata δș
și piesele strânse se comprimă cu săgeata δp. Astfel, șurubul
este întins, respectiv piesele strânse sunt comprimate cu forța, F0
= kș δș = kp δp, conform
caracteristicii asamblării din fig. c. Deoarece, rigiditățile
arcurilor, kș < kp, săgețile respectă relația,
δș > δp.
Etapa II (exploatare). În urma
aplicării forței exterioare Fe șurubul se alungește
suplimentar cu săgeata Δ și respectiv piesele strânse se destind,
de asemenea, cu săgeata Δ (v. caracteristica asamblării, fig. d). Astfel, tija șurubului este încărcată
de forța Fș și piesele strânse rămân comprimate de
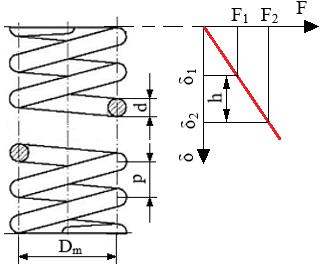
forța Fp. Dimensiunile și rigiditățile arcurilor (fig. j – vederi ale arcurilor asociate șurubului (stânga) și pieselor strânse
(dreapta); fig. k – desenul arcului elicoidal
cilindric și caracteristica asociată)
j
k Semnificații
notații: d - diametrul sârmei, Dm –
diametrul mediu, p – pasul; F1, F2 – forțele de
încărcare a arcurilor în cadrul dispozitivului experimental; δ1,
δ2 – săgețile măsuarte;
kș – rigiditatea arcului asociat șurublui; kș – rigiditatea arcului
asociat pieselor strânse. Determinarea experimentală a rigidităților
arcurilor Folosind dispozitivul experimental din
lucrarea de laborator, LD.OM
I.02, s-au înregistrat următoarele valori: -
F1 = 44,2 N, F2 = 104,48 N
corespunzătoare săgeților h = 6
mm, pentru arcul asociat șurubului; -
F1 = 61,31 N, F2 = 139,8 N
corespunzătoare săgeților h = 4,3
mm, pentru arcul asociat pieselor
strânse. Valorile parametrilor principali și ai
rigidităților arcurilor
Obs. kp > kș (similar ca în practică șurubul are
elesticitate mai mare (rigiditate mai mică) decât piesele strânse). Derularea, rezultatele și prelucrarea datelor
experimentului Derularea experimentului Se montează
preliminar dispozitivul experimental (fig. g) și se
măsoară cu șublerul lungimile arcurilor în stare liberă H0ș, H0p (fig. h, i). Etapa I (montaj): Se
pretensionează asamblarea prin acționarea piulițelor cu cheia fixă și
se măsoară cu șublerul lungimile arcurilor asociate pieselor strânse, HpII, și șurubului, HșII. Etapa II (exploatare): a. Se încarcă
asamblarea prin acționarea unității de încărcare (poz. 6 din fig. h) și se citește valoarea forței Fe indicată
de unitatea de măsurare (poz. 5 din fig. g); se măsoară
lungimile arcurilor după încărcare, HșIII și HpIII
(se va urmări ca HpIII < H0p). b.
Se continuă încărcarea până când arcul asociat pieselor strânse se descarcă
total (HpIII = H0p) și se
măsoară cu șublerul lungimea arcului asociat șurubului, Hș_j. Rezultate și prelucrarea datelor
experimentului Etapa I (montaj)
Etapa II (exploatare) cu neseparare a pieselor strânse
Etapa II (exploatare) cu separare la limită a pieselor strânse
Punctele
caracteristicii asamblării
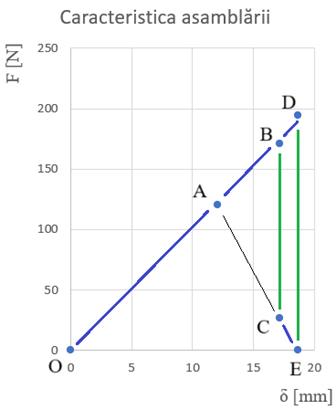
Reprezentare
caracteristica asamblării (fig. l –
caracteristicile asamblării obținute experimental)
l Obs. În fig. l se prezintă suprapus caracteristica asamblării cu neseparare a pieselor strânse (forța de apăsare
a pieselor strânse, segmentul BC) - asamblarea este corespunzătoare - peste
caracteristica asamblării cu separare la
limită a pieselor strânse (forța de apăsare a pieselor strânse,
segmentul BE) - asamblarea este necorespunzătoare la limită. Studiu de caz
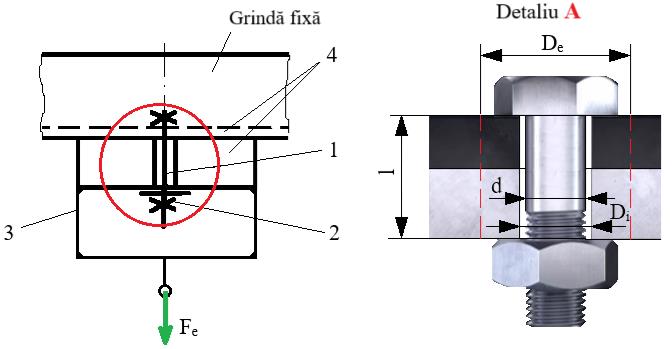
(fig. m – schema asamblării cu evidențierea
dimensiunilor principale) Să se
verifice asamblarea cu șurub încărcată axial centric (fig. m)
cunoscând: d = 8 mm (șurub M8), l = 25 mm și Fe = 4500
N. Schema asamblării
m Semnificații notații: d –
diametrul tijei șurubului, Di – diametrul găurii de trecere,
Di – diametrul tronsonului virtual comprimat asociat pieselor strânse,
l – grosimea totală a pieselor strânse Materiale Materialul șurubului: oțel, gr.
6.8, σc = 480 MPa, σr = 600 MPa, E = 2,1 105
MPa (modulul de elasticitate longitudinal). Materiale piese strânse: oțeluri moi. Rigiditățiile șurubului, pieselor
strânse și asamblării (fig. n – asamblarea cu șurub cu evidențierea
tronsoanelor active ale șurubului și pieselor strânse) n Rigiditatea șurubului, kș
= Rigiditatea pieselor strânse, considerând Di
= 9 mm și De ≈1,2S ≈ 1,2 *13 ≈ 15,6 mm, (S
= 13 mm – deschiderea cheii de strângere),
kp = Rigiditatea asamblării, χ = Caracteristica asamblării (fig. o – caracteristica
asamblării)
o Semnificații
notații: F0 – forța de preîncărcare (pretensionare)
a asamblării la montaj; Fș
– forța maximă de încărcare a șurubului (la exploatare); Feș – forța exterioară
de încărcare a asamblării (la exploatare); Fpr – forța
remanaentă de încărcare pieselor strânse (la exploatare); δpr – săgeata remanaentă de
deformare elastică a pieselor strânse (la exploatare). Determinarea forței de
preîncărcare la montaj Din condiția de menținere a
contactelor (etanșării) permanent în exploatare, Fpr > 0, considerând, Fpr
= βs F0 cu βs = 0,1…015, și ținând
cont că forța de pretensionare remanentă, Fpr =
F0 – (1- χ) Feș, rezultă forța de preîncărcare
(pretensionare) la montaj, F0 = Determinarea forței de încărcare maximă
a șurubului, Forța din șurub în etapa de exploatare, Fș
= F0 + χ Feș = 3585 + 0,283*4500 = 4858,5 N. Verificarea șurubului la tracțiune
(în exploatare), Relațiile de verificare: σt ≤ σat; Verificarea șurubului la solicitări
compuse (la montaj), Momentul de înșurubare Considerând: diametrul mediu, d2
= 7,188 mm; pasul, p = 1,25 mm; unghiul profilului filetului, α = 60o;
coeficientul de frecare din filet, µ = 0,2 se determină momentul de înșurubare, Mî =
F0 Relațiile de verificare: σe ≤ σat; Obs. Tensiunea
echivalentă (tracțiune+torsiune) din tija șurubului care apare la
montaj, σe = 190,8 MPa este mai mare decât tensiunea de tracțiune
care apare în exploatare, σt = 140 MPa. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
D2.
Asamblări cu șuruburi încărcate AXIAL EXCENTRIC |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
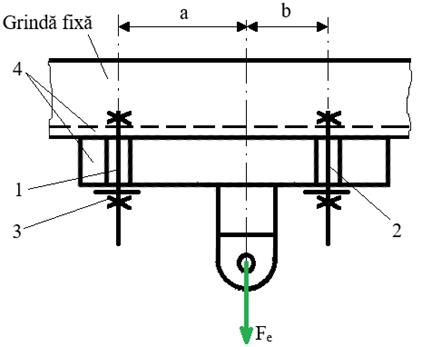
Schema dispozitivului
experimental (fig. a)
a Semnificații
notații: 1, 2 – șuruburi identice, 3 – piuliță,
4 – piese strânse, Fe – forța de încărcare (exterioară) a
samblării; a, b - distanțele de
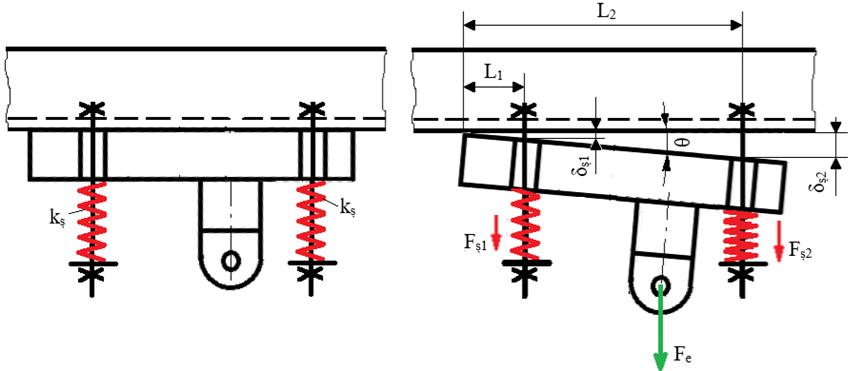
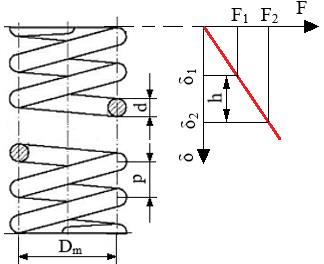
poziționare a șuruburilor față de forța de încărcare. Scheme
constructiv-funcționale ale procesului experimental de simulare a
comportării asamblării (fig. b – Etapa I, montaj (preîncărcare);
fig. c – Etapa II, exploatare cu încărcare
exterioară).
b
c Semnificații
notații: L1, L2 – distanțele
dintre axele șuruburilor și marginea piesei strânse; kș
– rigiditatea arcului elicoidal asociat șurubului; θ – unghiul de
rotire a piesei încărcată cu forța exterioară; δș1
– săgeata șurubului 1; δș2
– săgeata șurubului 2; Fș1
– forța din șurubul 1; Fș2
– forța din șurubul 2; Fe – forța exterioară de
încărcare a asamblării (la exploatare).
Structura constructivă a dispozitivului experimental de simulare a
comportării asamblării (fig. d
–
dispozitivul montat prelminar; fig. e
– dispozitivul montat cu preîncărcare (etapa
I); fig. g dispozitivul încărcat cu forța
exterioară Fe (etapa II); fig. f
––
detaliu cu evidențierea măsurării cu șublerul a lungimii arcului 2
(etapa II).
d
e
f
g Semnificații notații: 1, 2 – șuruburi;
3 – piuliță, șaibă; 4 –
piese strânse, 5 – cântar digital pentru înregistrare masă [kg], 5 – cântar digital pentru înregistrare masă [kg], 6 – unitate de încărcare cu șuruburi și piulițe
stânga-dreapta; Precizare: Pentru
simularea experimentală s-au considerat piesele strânse cu rigiditățile
infinite și pentru evidențierea elasticităților (rigidităților)
șuruburilor s-au introdus două arcuri elicoidale cilindrice. Descrierea etapelor experimentului
de simulare a comportării asamblării Etapa I (montaj). Se asamblează piesele 4
prin strângerea cu cheia a piulițelor 3 până când dispar toate jocurile (fig. b, d) și lungimile celor două arcuri sunt egale
(se vor măsura cu șublerul). Etapa II (exploatare). În urma aplicării forței
exterioare Fe șurubul 2 se alungește mai mult decât șurubul
1 (fig. e). Pentru determinarea forțelor din șuruburi
se vor măsura cu șublerul lungimile arcurilor deformate (fig. g).
Dimensiunile și rigiditatea arcului (fig. h – vedere a arcului asociat șurubului; fig. i – desenul
arcului elicoidal cilindric și caracteristica asociată)
h
i Semnificații
notații: d - diametrul sârmei,
Dm – diametrul mediu, p – pasul; F1, F2 –
forțele de încărcare a arcurilor în cadrul dispozitivului experimental;
δ1, δ2 – săgețile măsuarte; kș
– rigiditatea arcului asociat șuruburilor. Determinarea experimentală a rigidităților
arcurilor Folosind dispozitivul experimental din
lucrarea de laborator, LD.OM I.02,
s-au înregistrat următoarele valori: F1 = 44,2 N, F2 =
104,48 N corespunzătoare cursei, h = 6
mm, pentru arcul asociat șurubului. Valorile parametrilor principali și ai
rigidităților arcurilor
Derularea, rezultate și prelucrarea datelor
experimentului Derularea experimentului Inițial, se montează manual dispozitivul
și se măsoară lungimile arcurilor în stare, Hș0 = Hp0. Etapa I: Se
pretensionează (preîncarcă) șuruburile prin acționarea piulițelor
cu cheia fixă și se măsoară cu șublerul lungimile arcurilor, Hș1 = Hș2 (fig. f) Etapa II: Se încarcă
asamblarea prin acționarea unității de încărcare (poz. 6 din fig. d) până apare o fantă cu grosime variabilă (fig. e), se citește valoarea masei Fe indicată de cântarul
digital (poz. 5 din fig. d) și se
măsoară lungimile arcurilor după încărcare, Hș1 și Hș2. Rezultatele și prelucrarea datelor
experimentului
Din acest tabel se pot
determina valorile forțelor din arcurile asociate șuruburilor, Fș1
= Fș12 - Fș11 = 92 – 85 =
3 N. Fș2
= Fș22 - Fș21 = 127 – 85 =
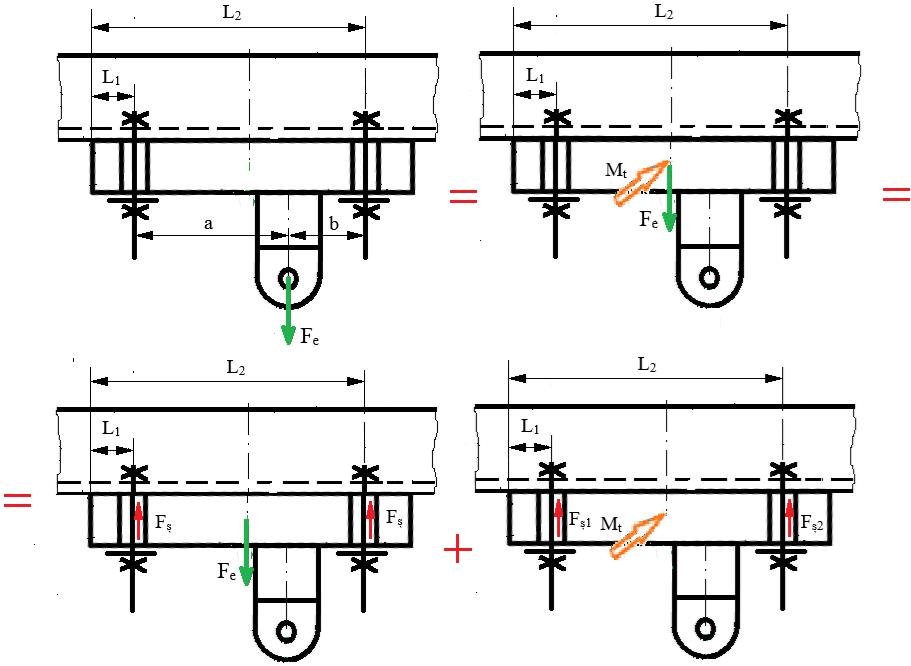
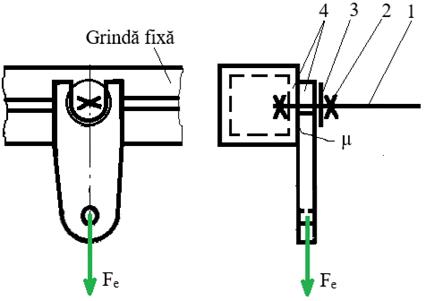
13 N. Aspecte teoretice Modelul teoretic de
încărcare și de transmitere a forței și momentului prin
asamblarea cu șurub (fig. j)
j Semnificații
notații: Mt, – moment transversal; Fș
– forțele din șuruburi consecință a încărcării exterioare cu
forța axială centrică (transmisă
prin formă); Fș1, Fș2 – forțele din șuruburi
consecință a încărcării exterioare cu momentul transversal centric
(transmis prin formă). Valori parametrii geometrici: a = 40 mm, b =
20 mm, L1 = 20 mm, L2 = 80 mm. Relații de
calcul Forțele din șuruburi generate de forța axială, Fș = Forțele din șuruburi generate de momentul transversal, Fș1 = Mt Fș2 = Mt Obs. Din aceste relații
rezultă: Fș2/Fș1 = L2/L1
= 4. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
D3.
Asamblări cu șuruburi încărcate TRANSVERSAL
CENTRIC |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
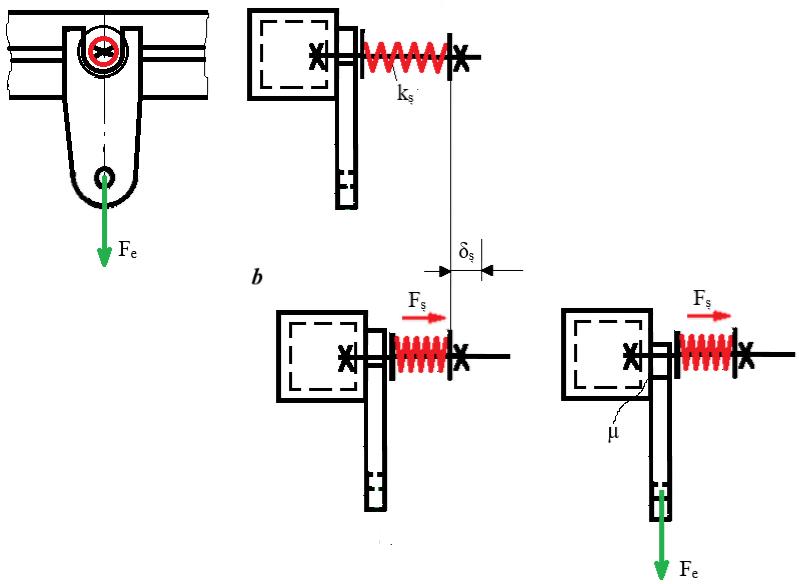
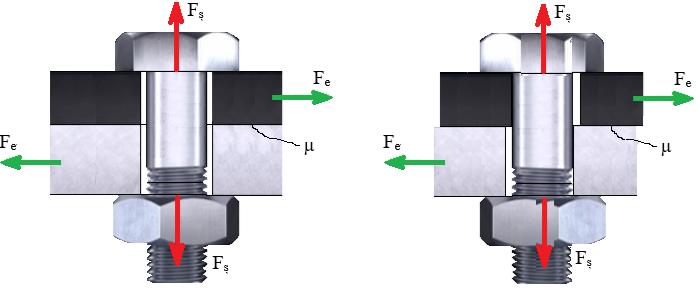
Schema dispozitivului
experimental (fig. a)
a Semnificații
notații: 1 – șurub, 2 – piuliță, 3 – șaibă, 4 – piese strânse, Fe – forța de
încărcare exterioară (de exploatare) a samblării; µ - coeficientul de frecare
dintre piesele strânse 4. Scheme constructiv-funcționale
ale procesului experimental de simulare a comportării asamblării (fig. b – montaj preliminar; fig. b – etapa I, montaj (preîncărcare); fig. c – etapa II, exploatare.
c
d Semnificații
notații: kș – rigiditatea arcului
asociat șurubului; δș – săgeata arcului la
pretensionare; Fș = kș
δș – forța
care încarcă șurubul; µ -
coeficientul de frecare dintre piesele strânse 4; Fe – forța
exterioară de încărcare (exploatare) a asamblării (se transmite prin frecare,
Fe > µFș);
Descrierea etapelor
experimentului de simulare a comportării asamblării Preliminar, se
asamblează piesele strânse 4 prin strângerea manual a piuliței 2 până
când dispar toate jocurile. Etapa I (montaj). Se strânge (pretensionează) asamblarea prin
intermediul piuliței 2 (folosind o cheie fixă) cu forța Fș
și ca efect arcul se comprimă cu săgeata δș. Astfel, șurubul este întins și pesele
sunt comprimate cu forța, Fș
= kș. δș. Etapa II (exploatare). În urma aplicării forței exterioare Fe
crescător se evidențiază în momentul apariției deplasării relative
între piesele strânse 4, valoarea, Fe > µ Fș. Experimentul se va repeta pentru două cazuri ale pieselor strânse: - cazul A: pesele strânse oțel-oțel- aluminiu; - cazul B: pesele strânse oțel-oțel-oțel. Structura constructivă a dispozitivului experimental de simulare a
comportării asamblării (fig. e
–
dispozitivul montat preliminar; fig. f
–
detaliu cu dispozitivul precomprimat evidențierea măsurării lungimii
arcului (Etapa I, cazul A); fig. g – detaliu cu
dispozitivul montat inițial cu evidențierea măsurării lungimii
arcului (Etapa I, cazul B); fig. h – dispozitivul
încărcat cu forța exterioară Fe cu evidențierea
alunecării relative a pieselor (Etapa II, cazul B).
e
f
g
h Semnificații
notații: 1 – șurub, 2 – piuliță, 3 – șaibă, 4 – piese strânse, 5 – cântar
digital, 6 – unitate de încărcare cu șurub-piuliță
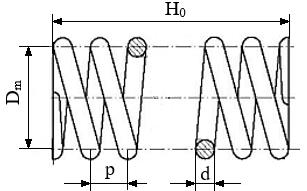
stânga-dreapta. Dimensiunile și parametrii arcului (fig. i – desenul arcului; fig. j – vedere a arcului)
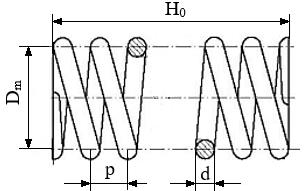
i j Valorile parametrilor principali ai arcului
Semnificații notații: d -
diametrul sârmei, Dm – diametrul mediu, p – pasul, H0 –
lungimea arcului liber; n – numărul de spire; k – rigiditatea arcului
(determinată experimental, conform lucrării de laborator LD.OM
I.02). Derularea, rezultatele și prelucrarea datelor experimentului Derularea experimentului Preliminar, se montează manual dispozitivul
(fig. e) și se măsoară lungimea arcului în
stare liberă, H0ș ; Etapa I (montaj). Se pretensionează asamblarea prin acționarea
piuliței cu cheia fixă și se măsoară lungimile arcului Hș. Etapa II (exploatare). Se încarcă
asamblarea prin acționarea unității de încărcare (poz. 6 din fig. e) pănă când apare mișcare relativă între piesele asamblate și
se citește valoarea forței Fe indicată de cântarul
digital (poz. 5 din fig. e). Obs. Se se observă că în perioada mișcării
relative deși se continuă încărcarea forța (masa) măsurată este
constantă. Rezultatele și prelucrarea datelor
experimentului
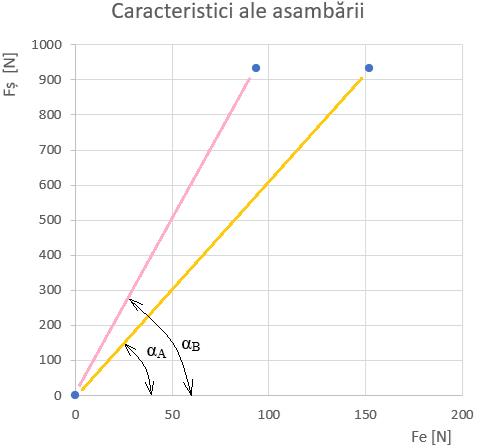
Determinarea coeficientului de frecare din
asamblare Din relația, Fe =
µ Fș, rezultă coeficientul de frecare al
asamblării, µ = care are
valorile: µA = 93,69/932,92 =
0,1, pentru cazul A; µA =
152/932,92 = 0,16, pentru cazul B. Reprezentare caracteristica asamblării (fig. k – caracteristica asamblării obținută experimental) Punctele caracteristicii asamblării
k Obs. Având în vedere
relația, Fș = Precizări: -
în cazul asamblărilor cu șuruburi încărcate
transversal (transmiterea forței exterioare prin frecare), având în
vedere că forța de preîncărcare la montaj, Fș =
Fe/µ și, de obicei, µ = 0,1…0,3, aceasta are valori
mult mărite, Fș = (3,33…10)Fe, fapt ce implică
dimensiuni mari ale șurubului; -
în
timpul exploatării asamblărilor filetate încărcate transversal nu sunt
permise deplasări relative între piesele asamblate și deci se menține
jocul din asamblare (fig. l); dacă din cauza unei suprasarcini
(forță de exploatare mai mari decât cea considerată la proiectare) apare
mișcare relativă între piese, se obțin contacte directe între tija șurubului
și piesele asamblate (fig. m) și asamblarea devine
necorespunzătoare (de evitat în practică).
l
m |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
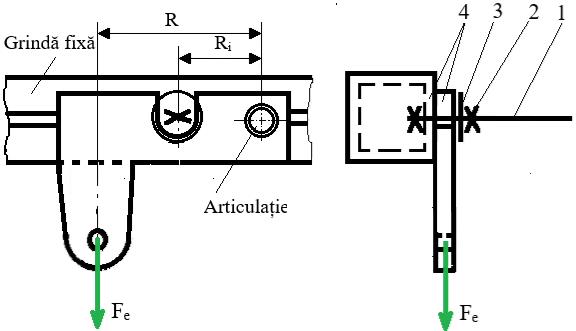
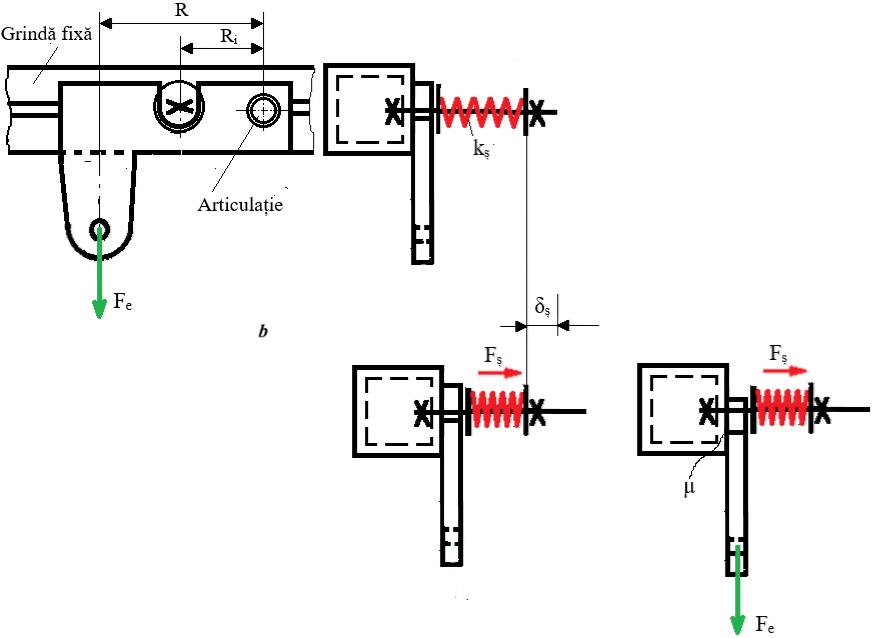
D4.
Asamblări cu șuruburi încărcate TRANSVERSAL
EXCENTRIC |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Schema dispozitivului
experimental (fig. a)
a Semnificații
notații: 1 – șurub, 2 – piuliță, 3 – șaibă, 4 – piese strânse, Fe – forța de
încărcare exterioară (exploatare) a samblării. Scheme constructiv-funcționale
ale procesului experimental de simulare a comportării asamblării (fig. b – montaj preliminar; fig. b – etapa I, montaj (preîncărcare); fig. c – etapa II, exploatare).
c
d Semnificații
notații: kș – rigiditatea arcului;
δș – săgeata arcului la pretensionare; Fș
– forța care încarcă șurubul în faza de montaj; Fe – forța
exterioară de încărcare (exploatare) a asamblării; µ - coeficientul de
frecare din asamblare. Descrierea etapelor
experimentului de simulare experimentală a comportării asamblării Preliminar, se asamblează piesele strânse
4 prin strângerea manual a piuliței 2 până când dispar toate jocurile. Etapa I (montaj). Se strânge asamblarea prin intermediul piuliței
2 (folosind o cheie fixă) cu forța Fș și ca efect
arcul elicoidal cilindric se comprimă cu săgeata δș. Astfel, șurubul este întins și piesele
sunt comprimate cu forța, Fș
= kș. δș. Etapa II (exploatare). În urma
aplicării forței exterioare Fe crescător se evidențiază
în momentul apariției deplasării relative între piesele strânse 4,
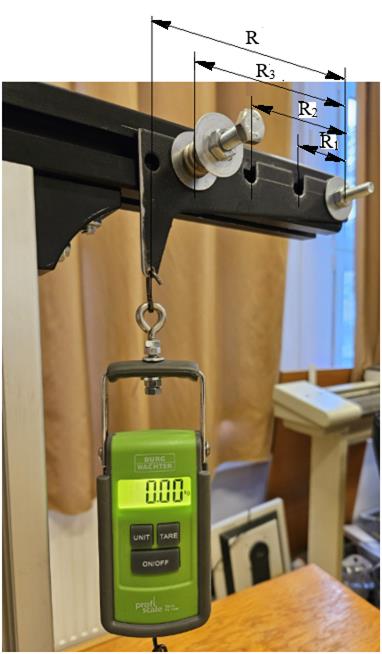
valoarea, Fe > µ Fș. Structura constructivă a dispozitivului experimental de simulare a
comportării asamblării (fig. e
–
dispozitivul montat preliminar; fig. f
–
detaliu cu asamblarea preîncărcată la distanța R3 (Etapa I);
fig. g – detaliu cu asamblarea preîncărcată la
distanța R2 (Etapa I); fig. h
–
dispozitivul încărcat cu forța exterioară Fe cu evidențierea
alunecării relative a pieselor asamblării de la distanța R2
(Etapa II).
e
f
g
h Semnificații
notații: 1 – șurub, 2 – piuliță, 3 – șaibă, 4 – piese strânse, 5 – unitate de
înregistrare masă [kg], 6 – unitate de încărcare cu
piuliță stânga-dreapta, 7 – articulație; L = 150 mm – brațul
forței de încărcare exterioară; L1
= 40 mm, L1 = 80 mm, L1 = 120 mm – distanțele de
poziționare a asamblării față
de articulție. Dimensiunile și parametrii arcului (fig. i – desenul arcului; fig. j – vedere a arcului)
i
j Valorile parametrilor principali ai arcului
Semnificații notații: d -
diametrul sârmei, Dm – diametrul mediu, p – pasul, H0 –
lungimea arcului liber; n – numărul de spire; k – rigiditatea arcului
(determinată experimental, conform lucrării de laborator LD.OM
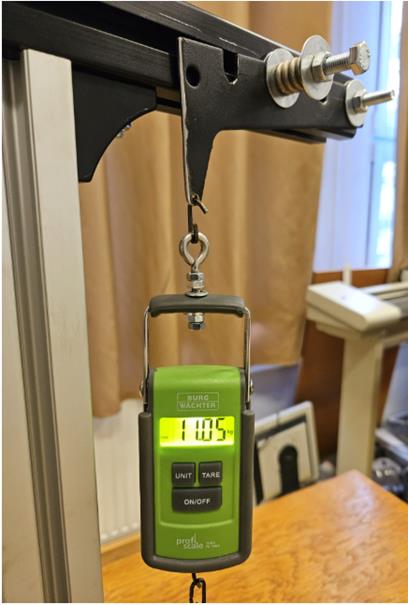
I.02). Derularea, rezultatele și prelucrarea datelor
experimentului Derularea experimentului Preliminar, se montează manual dispozitivul
(fig. e) și se măsoară lungimile arcurilor în
stare liberă, H0ș . Etapa I (montaj). Se preîncarcă
asamblarea prin acționarea piuliței cu cheia fixă și se
măsoară lungimile arcului Hș. Etapa II (exploatare). Se încarcă asamblarea prin acționarea unității
de încărcare (poz. 6 din fig. e) pănă când apare mișcare relativă
între piesele asamblate și se citește valoarea forței Fe
indicată de cântarul digital (poz. 5 din fig. e). Obs. Se se observă că în perioada mișcării
relative deși se continuă încărcarea forța (masa) măsurată este
constantă. Rezultatele și prelucrarea datelor
experimentului
Concluzie: Forțele transversale transmise prin frecare de asamblarea cu șurub, montat la distanțele R1, R2 și R3
sunt: Fe1 = 73,6 N, Fe2 = 108,4 N și,
respectiv, Fe3 = 183,5 N;
deci, asamblările cu șurub montate la distanțe mai mari transmit
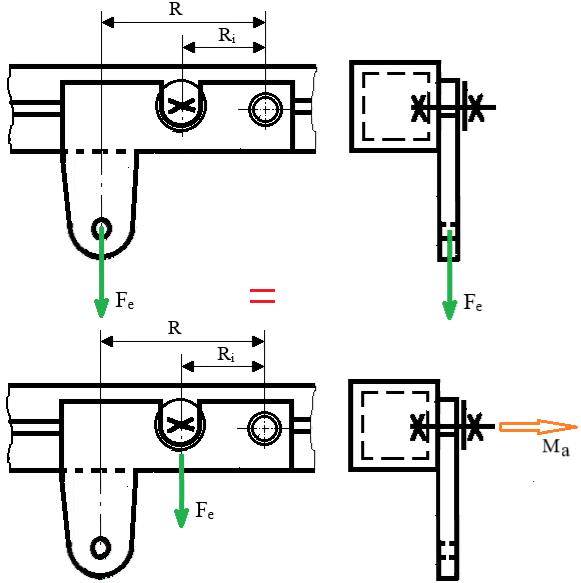
forțe mai mari. Aspecte teoretice și
practice Schemele de încărcare (fig. k)
și de transmitere a forței și momentului prin asamblarea cu șurub
(fig. l) k
l Semnificații
notații: Fe – forța exterioară de
exploatare; Ma – moment axial; Fș_F – forța
din șurub necesară pentru transmiterea prin frecare a forței de
exploatare; Fș_M
– forța din șurub necesară pentru transmiterea prin frecare a
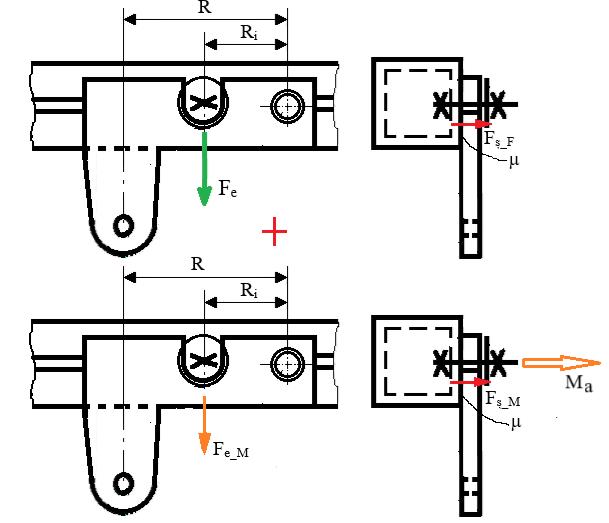
momentului de expolatare Ma. Relații de
calcul Forța necesară din șurub pentru transmiterea prin frecare a forței de exploatare din condiția
Fe < µFș_F rezultă, Fș_F = Pentru
transmiterea prin frecare a momentului
axial Ma este necesar să fie îndeplinită condiția,
Fe_M < µFș_M în care, Fș_M
reprezintă forța din șurub generată la montaj; Fe_M =
Ma/Ri - forța transversală preluată de asamblare
consecință a acțiunii momentului Ma = Fe R.
Deci, din aceste relații se obține, forța din șurub
necesară la montaj, Fș_M = Obs. Forța totală din șurub pentru transmiterea prin frecare a forței Fe și a momentului
axial Ma, Fș
= Fș_F + Fș_M. Precizări: -
încărcarea transversală cu forță centrică (fig. m) implică repartizarea de forțe transversale
egale pe fiecare șurub; -
încărcarea transversală cu moment axial (fig. n) presupune
repartizarea de forțe transversale pe șuruburi, perpendiculare pe
direcțiile radiale și proporționale cu razele de dispunere a
acestora (forțe transversale mai mari pentru șuruburile cele mai
îndepărtate și mai mici pentru cele mai apropiate). -
încărcarea transversală excentrică (fig. o) presupune
repartizarea de forțe transversale egale pe fiecare șurub și
de forțe transversale pe șuruburi, perpendiculare pe direcțiile
radiale și proporționale cu razele (forțe transversale mai
mari pentru șuruburile cele mai îndepărtate și mai mici pentru cele
mai apropiate); forța transversală totală corespunzătoare fiecărui șurub
presupune însumarea vectorială (după regula paralelogramului) a forțelor
transversale asociate forței transversale și momentului axial de
încărcare exterioară. Obs. Pentru
transmiterea prin frecare eficient a momentelor axiale se impune poziționarea
șuruburilor la distanțe mai mari de centrul asamblării.
m
n o |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
E. PROIECTAREA ASAMBLĂRILOR CU ȘURUBURI, ȚINÂND
CONT DE ETAPELE DE FUNCȚIONARE A ACESTORA |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
D.1
Proiectarea asamblărilor cu șuruburi, ținând cont de
etapa de exploatare |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
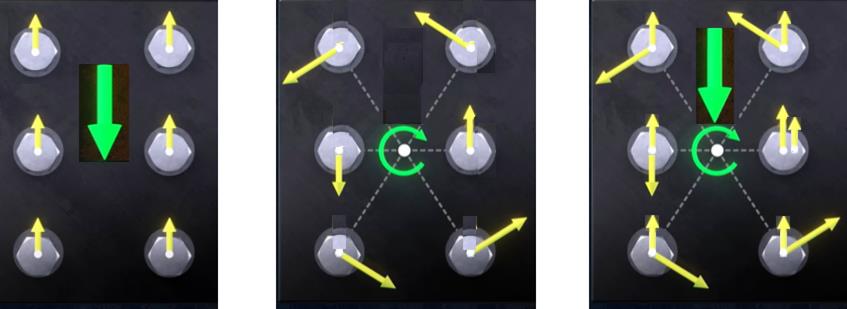
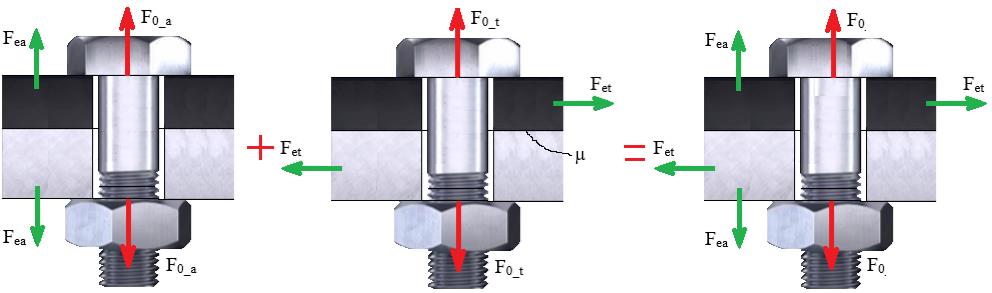
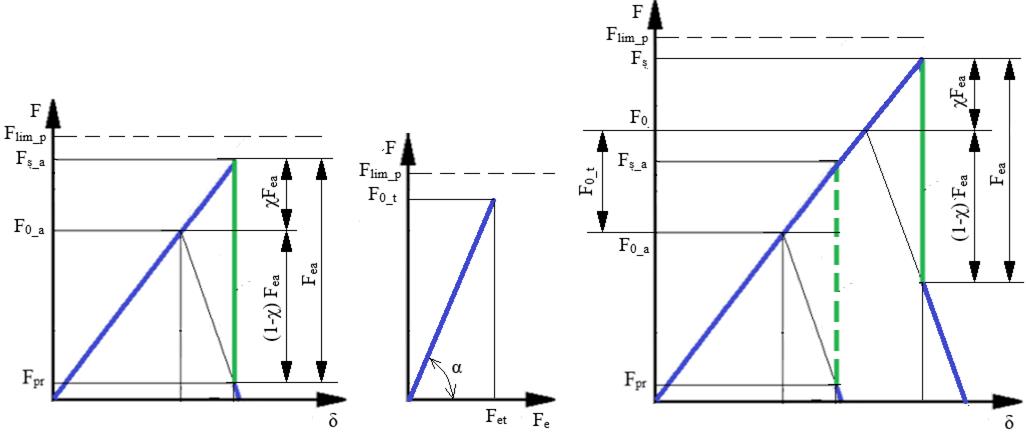
Scheme de încărcare (fig. a – asamblare cu șurub încărcată axial; fig. b – asamblare cu șurub încărcată transversal; fig. c – asamblare cu șurub încărcată combinat (axial și transversal); fig. d – caracteristica asamblării cu șurub încărcată axial (fig. a); fig. d – caracteristica asamblării cu șurub încărcată transversal (fig. b); fig. e – caracteristica asamblării cu șurub încărcată combinat (fig. c)) a b
c
d e
f Semnificații
notații: Fea – forța axială
exterioară de exploatare; Fet – forța transversală exterioară
de exploatare; F0_a – forța de preîncărcare ( montaj) din șurub
necesară pentru transmiterea prin formă a forței de exploatare Fea;
F0_t – forța
de preîncărcare (montaj) din șurub
necesară pentru transmiterea prin frecare a forței de exploatare Fet;
F0 = F0_a + F0_t – forța de
preîncărcare (montaj) totală din șurub necesară
pentru asamblarea cu șurub încărcată combinat (axial și
transversal); Fș_a = F0_a + χFea –
forța totală din șurub la exploatarea asamblărilor încărcate axial
centric; Fș = F0_a + F0_t + χFea
– forța totală din șurub la exploatarea asamblării încărcată
combinate (axial și trasversal); Fpr = F0 – (1-
χ)Fea - forța remanentă de comprimare a pieselor strânse
după încărcarea cu forța Fea;
χ = kș/(kș + kp) –
factorul rigidității asamblării cu kș – rigiditatea șurubului, kp – rigiditatea
pieselor strânse; α = arctg(1/µ)
– panta caracteristicii asamblărilor încărcată transversal, µ - coeficientul
de frecare dintre materialele pieselor strânse; Flim_p – forța
maximă admisă pentru evitarea deformării plastice a tiei șurubului. Cazuri practice de asamblări
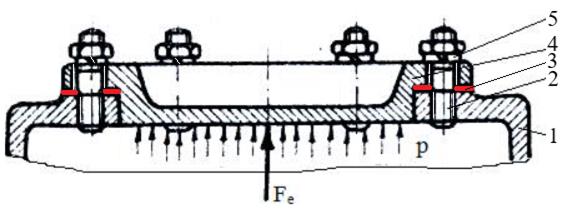
cu șuruburi și particularități de calcul a.
Asamblări cu șuruburi încărcate axial centric
pentru menținerea etanșeității (fig. g
-subansamblu
capac recipient sub presiune)
g Semnificații notații: 1 – recipient sub presiune; 2
– prezon; 3 – garnitură de etanșare; 4 – capac; 5 – șaibă Grower. Obs. Pentru
asigurarea etanșeității în zona capacului recipientului sub
presiune se impune menținerea comprimată a garniturii de etanșare 3
și în etapa de exploatare (p > 0) a asamblării cu
șuruburi. Algoritm general de proiectare Date cunoscute: Fe_a
= Fe/z – forța de exploatare a unui șurub (z – numărul
de șuruburi); grupa materialului șurubului (de ex. 8.8, cu σc = 640 MPa și σr = 800 MPa); cp = σc/σa – coeficientul de siguranță pentru
evitarea deformării (curgerii) plastice a tijei șurubului (se poate
adopta, cp =
1,35…1,45; fs = Fpr/Fea
– factorul de neseparare (menținerea
contactelor directe) a pieselor (se poate adopta, fs = 0,1…0,2; Determinarea forțelor de încărcare a șurubului
(fig. d): -
Forța remanentă de
comprimare a pieselor strânse pentru
evitarea separării acestora, după încărcarea cu forța Fea, Fpr > 0;
se poate adopta, Fpr =
csFea cu
cs = fs =
0,1…0,2. -
Forța
din șurub la exploatare, Fș_a =
Fea + Fpr, Fș_a
= (1 + fs) Fea; se poate adopta, Fș_a =
(1,1…1,2)Fea; -
Forța de preîncărcare (pretensionare) la montaj,
din relația, Fș_a
= F0_a + χ Fea, rezultă, F0_a
= Fș_a - χ Fea = 1 + fs) Fea -
χ Fea; F0_a = (1 + fs - χ) Fea. Valoarea factorului
rigidității asamblării, χ =
kș/(kș + kp), în această etapă necunoscând dimensiunile șurubului
se adoptă considerând, kp = (2…5) kp, χ = 0,16…0,33, (uzual, pentru asamblările fără garnitură
de etanșare, se poate adopta, χ = 0,2; pentru asamblările cu
garnitură de etanșare (de obicei, cu elasticitate mărită) se adoptă
valori reduse, de la începutul intervalului). Predimensionare din condiția de
rezistență la tracțiune a tijei șurubului (prezonului) în
etapa de exploatare,
unde,
σa = σa/c. Din această relație se determină
diametrul interior necesar al filetului șurubului, Alegerea dimensiunilor filetului standard, Din Anexa.ST.01
se adoptă un filet metric cu d1 ≥ Obs. Pentru filete de fixare se adoptă filet cu pas normal. Verificare a șurubului din condiția
de rezistență la montaj (v.
subcap. D2). b.
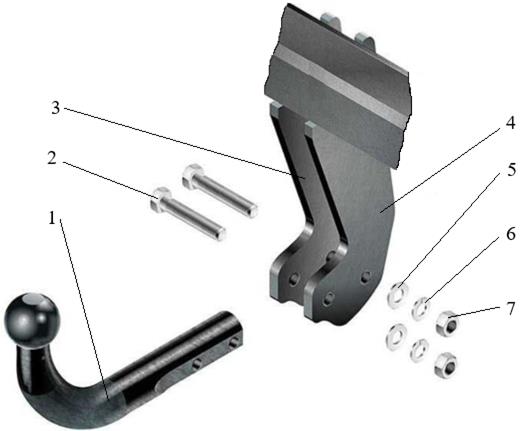
Asamblări cu șuruburi încărcate transversal
excentric (fig. h – structura asamblării cu șuruburi a
cârligului de remorcare; fig. i – schema încărcărilor)
h Semnificații notații: 1 –
cârlig de remorcare; 2 – șurub; 3
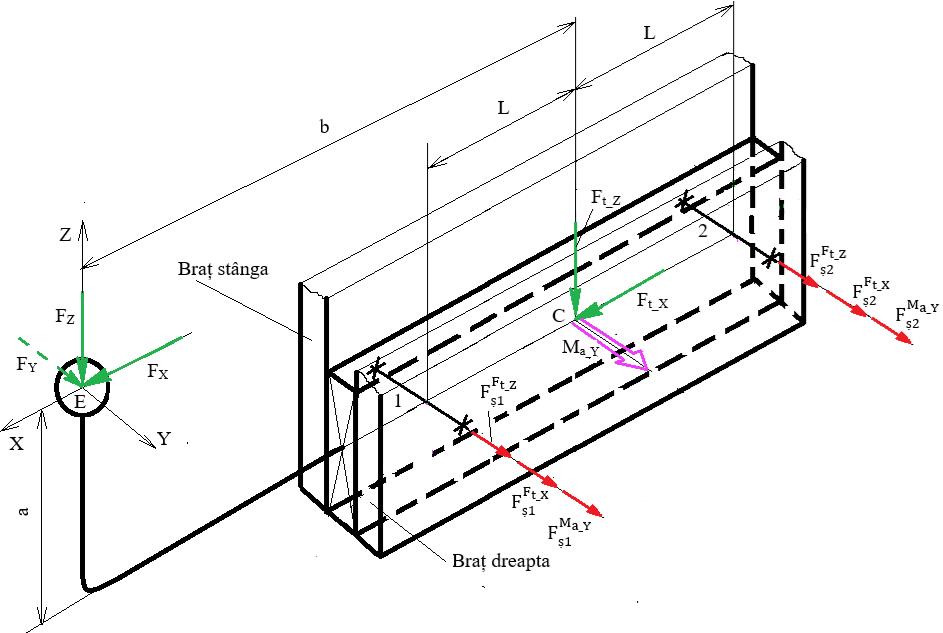
– braț stânga; 4 - braț dreapta; 5 - șaibă plată; 6 - șaibă Grower; 7 – piuliță. i Semnificații notații: a, b –
cotele centrului asamblării, C; L -
distanța axelor șuruburilor față de centrul asamblării; FX, FZ
- forțele de
exploatare exterioare; Ft_X = FX; Ft_Z = FZ – forțele transversale
de exploatare din centrul asamblării; Ma_Y = aFX + bFZ
– momentul axial după axa Y; Obs. Forța FY nu se transmite
prin asamblarea cu șuruburi ci prin formă la
cele două brațe (stânga, dreapta). Algoritm general de proiectare Date cunoscute: forțele FX, FZ; cotele a, b, L; z = 2 –
numărul de șuruburi; grupa
materialului șurubului (de ex. 8.8,
cu σc = 640 MPa și σr = 800 MPa); cp = σc/σa – coeficientul de siguranță pentru
evitarea deformării (curgerii) plastice a tijei șurubului (se poate
adopta, cp = 1,35…1,45. Determinarea forțelor de încărcare a șuruburilor (fig. i): -
Forțele din șuruburi
asociate sarcinilor din centrul asamblării
Semnificații
notații: µ - coeficientul de frecare dintre suprafețele de contact ale cârligului și
brațele (stânga, dreapta); i = 2 – numărul suprafețelor de frecare Forța de preîncărcare la montaj (fig. e), F0_t = max ( Predimensionare din condiția de
rezistență la tracțiune a tijei șurubului (prezonului) în
etapa de exploatare,
unde, Din această relație se determină
diametrul interior necesar al filetului șurubului, Alegerea dimensiunilor filetului standard, Din Anexa.ST.01
se adoptă un filet metric cu d1 ≥ Obs. Pentru filete de fixare se adoptă filet cu pas normal. Verificare a șurubului din condiția
de rezistență la montaj (v.
subcap. D2). c.
Asamblări cu șuruburi încărcate combinat
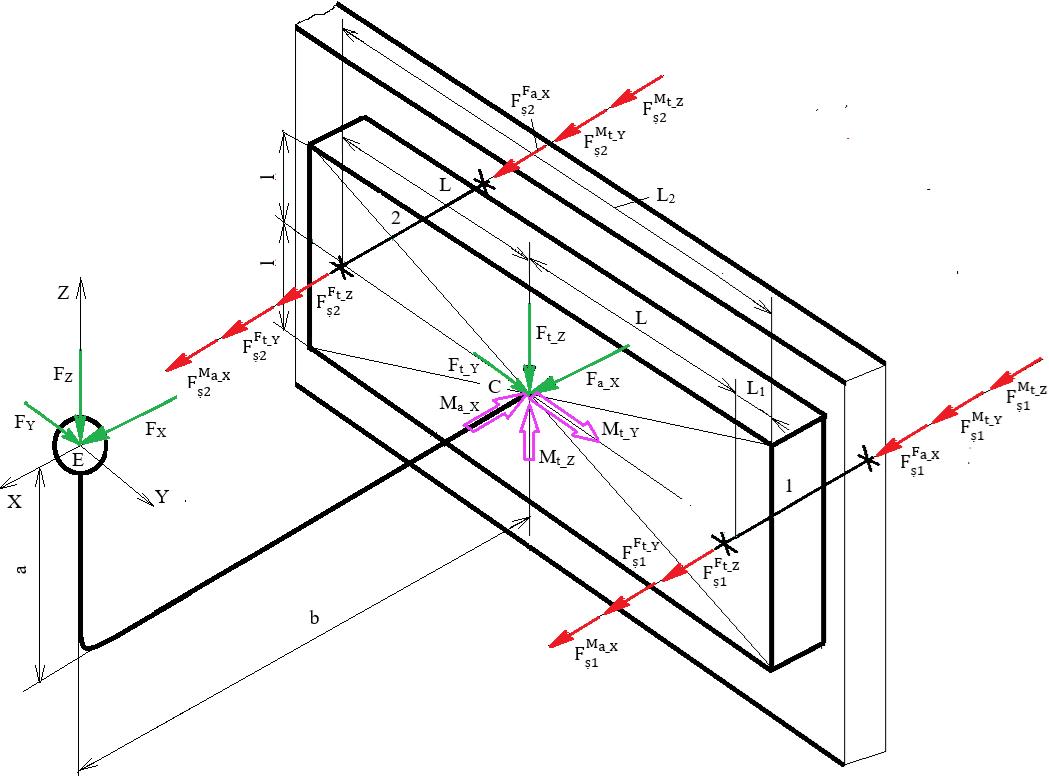
(axial și transversal) (fig. j -subansamblu cârlig de remorcare cu
talpă; fig. k – schema încărcărilor)
j
k Semnificații notații: a, b –
cotele centrului asamblării, C; l, L, L1, L2 – distanțe
axelor șuruburilor față marginile suportului de rezemare; FX, FY,
FZ - forțele de exploatare exterioare; Ft_X
= FX, Ft_Z = FZ, Ft_Y = FY – forțele transversale
de exploatare din centrul asamblării; Ma_X = aFY –
momentul axial după axa X; Mt_Y = aFX + bFZ;
- momentul transversal după axa Y; Mt_Z = bFY -
momentul transversal după axa Z; Algoritm general de proiectare Date cunoscute: forțele FX,
FY, FZ; cotele a, b, L, l, L1, L2
; z = 2 – numărul de șuruburi;
grupa materialului șurubului (de ex. 8.8, cu σc = 640 MPa și σr = 800 MPa); cp = σc/σa – coeficientul de siguranță pentru
evitarea deformării (curgerii) plastice a tijei șurubului (se poate
adopta, cp = 1,35…1,45; fs = Fpr/Fea – factorul de neseparare
(menținerea contactelor directe) a pieselor (se poate adopta, fs = 0,1…0,2). Determinarea forțelor de încărcare a șuruburilor (fig. e): -
Forțele din șuruburi
asociate sarcinilor din centrul asamblării:
Semnificații
notații: µ - coeficientul de frecare dintre suprafața de contact a tălpii cârligului și
suportul acesteia; i = 1 – numărul suprafețelor de frecare. -
Forța exterioară de încărcare maximă
corespunzătoare sarcinilor care se transmit prin formă, Fea =
max( -
Forța de preîncărcare (pretensionare) la
montaj corespunzătoare sarcinilor care se transmit prin frecare (fig. f), F0_t = max ( -
Forța remanentă de
comprimare a pieselor strânse pentru
evitarea separării acestora, după încărcarea cu forța Fea, Fpr > 0; se poate adopta, Fpr
= csFea cu cs =
fs = 0,1…0,2. -
Forța
din șurub la exploatare, Fș = Fea + Fpr
+ F0_t, Fș
= (1 + fs)Fea + F0_t; se poate adopta, Fș
= (1,1…1,2)Fea+ F0_t. -
Forța de preîncărcare (pretensionare) la
montaj, F0 = F0_a + F0_t;
F0 = (1 + fs - χ) Fea + F0_t. Valoarea factorului rigidității
asamblării, χ = kș/(kș
+ kp), în această etapă
necunoscând dimensiunile șurubului se adoptă considerând, kp
= (2…5) kp, χ =
0,16…0,33, (uzual, pentru asamblările
fără garnitură de etanșare, se poate adopta, χ = 0,2). Predimensionare din condiția de
rezistență la tracțiune a tijei șurubului (prezonului) în
etapa de exploatare,
unde, σa = σa/cp. Din această relație se determină
diametrul interior necesar al filetului șurubului, Alegerea dimensiunilor filetului standard, Din Anexa.ST.01
se adoptă un filet metric cu d1 ≥ Obs. Pentru filete de fixare se adoptă filet cu pas normal. Verificare șurubului din condiția de
rezistență la montaj (v. subcap. D2). |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
D2.
Proiectarea asamblărilor cu șuruburi, ținând cont de etapa de montaj |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Schema de încărcare a
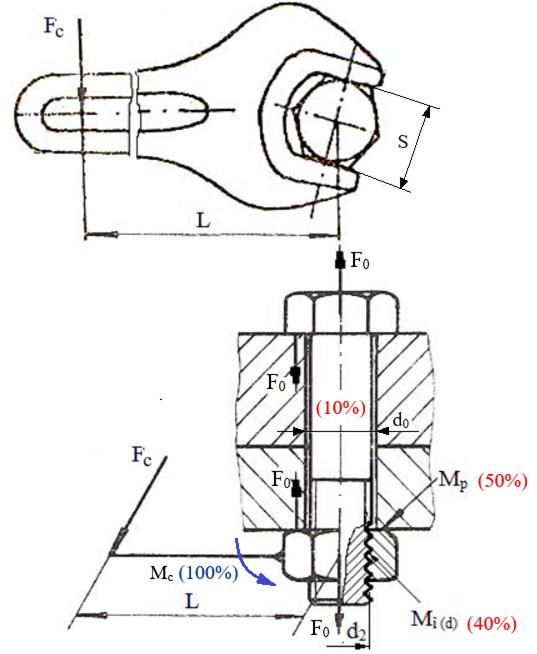
asamblării cu șurub la montaj (fig. l
)
l Semnificații notații: Fc
– forța de acțiune la cheie;
L – lungimea brațului cheii fixe; Mc – momentul la
cheie; Mî(d) – momentul de frecare din filet la înșurubare/deșurubare;
Mp – momentul de frecare de pivotare pe suprafața de așezare
a piuliței; d0 – diametrul găurii de trecere; S – deschiderea
cheii fixe; d2 – diametrul mediu al filetului. Obs. Repartizarea
lucrului macanic de strângere cu cheia
Obs. Numai
10% din lucrul mecanic de strângere cu cheia este util pentru generarea forței
de strângere. (https://www.youtube.com/watch?v=0Sr-djaXFL8; https://www.youtube.com/watch?v=OvSFTiMlCPo) Verificarea la solicitări compuse a tijei șurubului (tracțiune și torsiune) (fig. m
- schema
eforturilor din tija șurubului)
m Semnificații notații: F0
– forța de preîncărcare (pretensionare) la montaj; Mî –
momentul de înșurubare (frecare din filet); d1 – diametrul
interior al filetului șurubului. Precizări: -
În tija șurubului
(inclusiv zona cu filet), în timpul asamblării (montajului), apar eforturi
axiale (N) și de torsiune (Mt). -
Având în vedere
că în zona primei spire a șurubului în contact cu piulița
eforturile sunt maxime și că în această zonă există un puternic
concentrator de tensiune, secțiunea critică este circulară cu diametrul
d1 (diametrul interior al filetului). -
Momentul de înșurubare (frecare din
filet) se determină cu relația, Mî = F0 Relația de verificare la solicitări compuse conform teoriei de rezistență a 3 – a (a
tensiunilor tangențiale maxime),
în care, σt reprezintă tensiunea de tracțiune,
τt - tensiunea de torsiune,
σat = σc/cp
– tensiunea admisibilă la tracțiune ( σc – limita de
curgere plastică a materialului (pentru unele oțeluri poate fi notată cu
σ02), cp –
coeficientul de siguranță pentru evitarea deformării plastice). Obs. În cazul neverificării
acestei relații se poate adopta un șurub cu dimensiuni mai mari și/sau
se ung zonele cu frecare (astfel se va micșora coeficinții de
frecare și se va reverifica). Modele de calcul a
momentului la cheie Relație de calcul cu model teoretic
care ia în considerare distribuția variabilă a presiunii pe suprafața
de așezare a piuliței,
Relație de calcul cu model teoretic
care ia în considerare distribuția constantă a presiunii pe suprafața
de așezare a piuliței,
Ținând cont de particularitățile
geometrice ale filetelor metrice, frecvent pentru
proiectare, cele două relații se sintetizează sub forma, Mc
= KFd. unde, F0
reprezintă forța de preîncărcare la montaj; d – diametrul nominal al filetului
(de ex. pentru M10, d = 10 mm); K - factorul asamblării (piuliței) care poate avea
valori: 0,15…0,18, pentru cazul cu ungere a
filetului și suprafeței de așezare a piuliței; 0,18…0,25,
pentru filetele protejate (brunate, zincate etc.) și neunse; 0,25…0,3
pentru filetele neprotejate și neunse.
Obs. Asigurarea forței de pretensionare prin intermediul momentului la cheie este o metodă simplă, dar cu precizie redusă; alte metode se pot urmări la adresa, https://www.youtube.com/watch?v=XLzTB4KLCxU&t=486s. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
F.
Aspecte
constructive privind elementele asamblărilor cu șuruburi |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
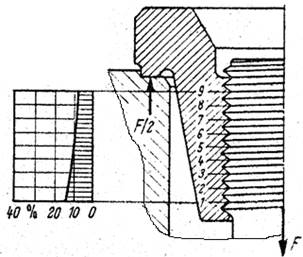
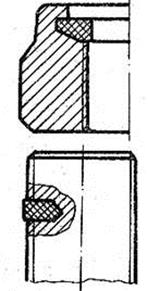
Soluţii constructive de uniformizare a
repartizării forţei exterioare pe spirele în contact (fig. a – piuliţă
elastică comprimată; fig. b –
piuliţă elastică întinsă)
a b Precizare: în cazul variantelor
constructive de elasticizare a corpului piuliţei pentru uniformizarea
repartizării forţei exterioare pe spirele în contact se obţin încărcări ale
primei spire de până la 20% spre deosebire de cazul repartizării pentru
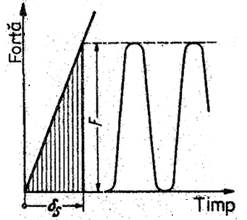
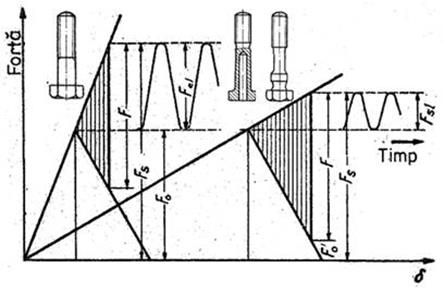
piuliţa rigidă unde valoarea încărcării primei spire este (30…40)%. Soluții constructive de
micşorare rigidităţii şuruburilor asamblărilor încărcate axial
(preîncărcate) (fig. c –
caracteristica şi
variaţia pulsatorie a forţei de exploatare exterioară; fig. d – caracteristicile
asamblării în cele două variante: șurub cu rigiditate mărită și șurub
cu rigiditate redusă)
c
d Precizare: În cazul asamblărilor solicitate axial preîncărcate (pretensionate),
utilizarea de şuruburi cu elasticitate mărită conduce la micşorarea forţei
suplimentare, Fsl (inclusiv amplitudinii acesteia) şi
a forţei totale Fș care încarcă şurubul comparativ cu
utilizarea unor şuruburi cu secţiune constantă încărcate de aceeaşi forţă
exterioară F şi cu acelaşi mod de variaţie (pulsator). |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
G.
Asigurarea
asamblărilor filetate împotriva autodesfacerii |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Aspecte generale Scop: evitarea autodesfacerii
asamblărilor filetate care deşi îndeplineşte condiţia de autofixare
se pot desface din cauza acţiunilor sarcinilor variabile şi cu şoc, vibraţiilor
şi diferenţelor de temperatură care au ca efect reducerea frecării
din asamblare. Principiile care stau la baza soluţiilor
constructive de asigurare a asamblărilor filetate sunt: - mărirea forţelor de frecare dintre elementele
asamblării; - împiedicarea rotirii relative a piuliţei
faţă de şurub prin intermediul unor elemente suplimentare; - deformarea plastică locală a materialului
şurubului şi/sau piuliţei sau aplicarea de adaos de material (de obicei,
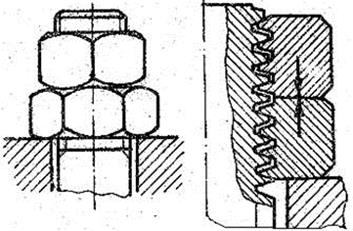
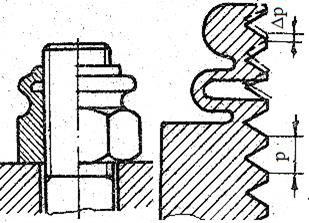
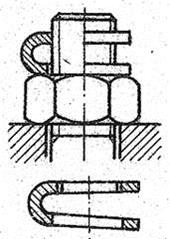
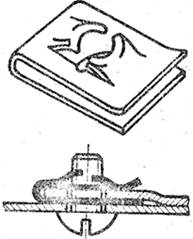
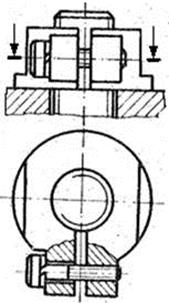
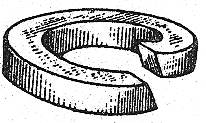
puncte de sudură) Soluţii constructive de asigurare împotriva autodesfacerii prin
mărirea forţelor de frecare (fig. a –
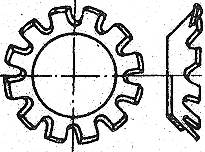
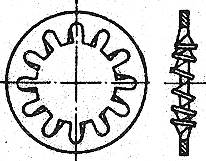
cu contrapiuliţă; fig. b – cu piuliţă elastică masivă; fig. c – cu contrapiuliţă elastică lamelară; fig. d – cu inserţii din materiale plastice; fig. e – cu piuliţă elastică din tablă; fig. f – cu piuliţă secţionată; fig. g – cu şaibă elastică Grower; fig. h – cu şaibă elastică
conică și cu dinţi exteriori ;
fig. i – cu şaibă plană dinţată la interior)
a
b
c
d
e
f
g
h i Precizări: -
fig. a - prin strângerea contrapiuliţei se crează presiuni suplimentare între
spirele piuliţei şi şurubului care se menţin şi în cazul anulării forţei
exterioare de exploatare; -
fig. b - contrapiuliţa elastică asigură după strângere cu cheia datorită
diferenţei de pas a porţiunii exterioare o încărcare cu o forţă axială
locală care generează o forţa de frecare suplimentară celei generată de
încărcarea exterioară; -
fig. c - prin strângerea cu cheia partea superioară
filetată se deformează în raport cu partea inferioară şi se produce o forţă
elastică axială care solicită local şurubul şi generează o forţă de
frecare independentă de încărcarea exterioară; -
fig. d - piuliţa sau şurubul conţin inserţii, de obicei din
plastic, care ca urmare a deformării plastice la strângere asigură forţe de
frecare mărite; -
fig. e - piuliţa din
tablă, folosită cu precădere la asamblarea elementelor caroseriilor
autovehiculelor, are doi dinţi ce îndeplinesc rolul de filet şi la strângere
se comprimă şi apasă pe filetul şurubului generând frecări care se opun
dezasamblării. -
fig. f - prin strângerea şurubului tangenţial se generează în
filetul piuliţei secţionată radial forţe de apăsare și deci forțe
de frecare mărite; -
fig. g - ca urmare a strângerii asamblării, șaiba
elastică generează forțe axiale suplimentare care induc forțe de
frecare și în plus, la unele variante de șaibe Grower capetele ascuțite
ale șaibelor contribuie la împiedicarea rotirii piuliţei şi prin
deformarea plastică locală a suprafeţelor cu care vin în contact; -
fig. h - datorită elasticității
corpului șaibei se generează forțe axiale ce induc forțe de
frecare suplimentare și în plus
dinții fontali contribuie la împiedicarea rotirii piuliţei prin
deformarea plastică locală a suprafeţelor cu care vin în contact; -
fig. h - muchiile dinţilor
şaibei contribuie la împiedicarea rotirii piuliţei şi prin deformarea locală
a suprafeţelor cu care vin în contact (https://www.youtube.com/watch?v=p44lFxdAj2U; https://www.youtube.com/watch?v=IKwWu2w1gGk)
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||