SUD. SUD. ÎMBINĂRI SUDATE
SUD-T. STRUCTURA ŞI MODELAREA ÎMBINĂRILOR SUDATE
|
CUPRINS |
|
SUD-T.1 DEFINIRE SUD-T.2 STRUCTURI CONSTRUCTIVE SUD-T.3 DOMENII DE UTILIZARE, AVANTAJE ŞI DEZAVANTAJE SUD-T.4 CLASIFICARE SUD-T.5 MATERIALE ŞI TEHNOLOGII SUD-T.6 FORME ŞI CAUZE DE SCOATERE DIN UZ SAU DE COMPORTARE NECORESPUNZĂTORE SUD-T.7 PARMETRII FUNCŢIONALI ŞI CONSTRUCTIVI SUD-T.8 MODELE DE CALCUL SUD-T.8.1 Modele de calcul a tensiunilor din cordonul de sudură pentru cazul solicitărilor compuse SUD-T.8.1.1 Model de calcul a sudurilor cap la cap SUD-T.8.1.2 Model de calcul a sudurilor de colţ SUD-T.8.1.3 Model de calcul a sudurilor prin puncte SUD-T.9 SOLUŢII FUNCŢIONALE ŞI FORME CONSTRUCTIVE |
SUD-T.1 DEFINIRE
Sudarea este procedeul tehnologic prin care se obţine o legătură nedemontabilă între două sau mai multe piese cu aceleaşi structuri sau apropiate, ale căror suprafeţe îmbinate au fost aduse, prin încălzire locală, în stare lichidă sau plastică.
Îmbinările sudate sunt legături nedemontabile realizate prin forţe de coeziune intermoleculară din materialele pieselor îmbinate care sunt procesate prin încălzire locală până la starea lichidă (de topire), cu sau fără material de adaos (de obicei, de acelaşi tip cu materialele îmbinate) şi/ cu sau fără aplicarea unei forţe exterioare de apăsare.
SUD-T.2 STRUCTURI CONSTRUCTIVE
|
|
|
|
|
|
a |
b |
c |
d |
|
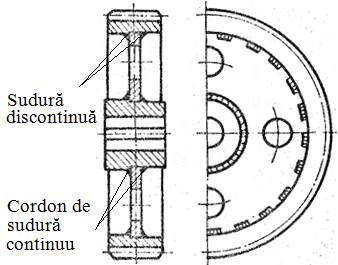
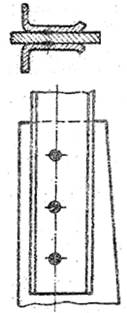
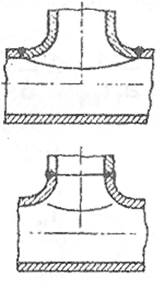
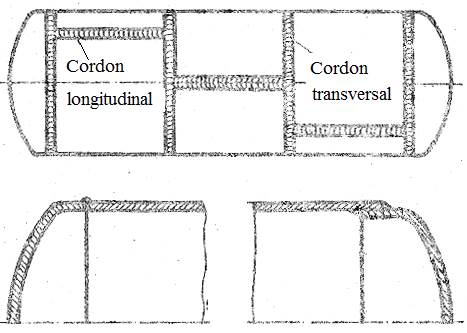
Fig. SUD-T.2.1 Structuri de îmbinări sudate: a – corpul unei roţi dinţate; b – în puncte; c – pentru conducte; d – pentru recipienţi |
|||
SUD-T.3 DOMENII DE UTILIZARE, AVANTJE ŞI DEZAVANTAJE
Domenii principale de utilizare: construcţii metalice (poduri, structuri în construcţii, hale industriale etc.), construcţii de maşini (corpuri de roţi dinţate şi roţi de transmisie, carcase), construcţii navele, cazane şi recipienţi, etc.
Tab. SUD-T.3.1 Avantajele şi dezavantajele îmbinărilor sudate
|
Avantaje |
Dezavantaje |
|
- economie de material (până la 40% faţă de turnare); - etanşeitate bună; - rigidităţi mărite; - posibilitatea automatizării; - procedee de obţinere cu productivitate ridicată |
- incertitudinile legate de deformaţiile şi tensiunile remanente induse de şocul termic şi de contracţie diferită la răcire (acest dezavantaj se diminuează prin tratamente termice sau mecanice); - pentru control se folosesc metode moderne costisitoare de control nedistructiv (cu ultrasunete, raze γ; magnetic); - calitatea sudurii, în cazul procedeelor manuale, depinde de abilităţile şi atenţia sudorului; - modificări structurale ale materialelor îmbinate |
SUD-T.4 CLASIFICARE
Tab. SUD-T.4.1 Clasificarea filetelor elementelor de asamblare
|
Criteriul |
Tipul |
Schema |
Obs. |
|
Poziţia relativă a pieselor îmbinate |
Cap la cap |
Fig. SUD-T.4.1 |
La sudarea tablelor subţiri, marginile nu se prelucrează; Prelucrarea se poate executa pe o parte sau pe amblele părţi |
|
De colţ |
Fig. SUD-T.4.4 |
Prin suprapunere (frontale, laterale, înclinate, combinate, cu eclise, în decupaje); în unghi: pe muchie (pe o parte bilaterală); în T |
|
|
După forma suprafeţei cordonului de sudură |
Convexă |
Fig. SUD-T.4.2 |
Formele sunt dependente de procedeele de sudare |
|
Dreaptă |
|||
|
Concavă |
|||
|
Procedeul tehnologic |
Prin topire |
Fig. SUD-T.4.3; 4.4; 4.5 |
Se execută prin topirea locală a pieselor de îmbinat împreună cu materialul de adaus |
|
Prin presiune |
Fig. SUD-T.2.1,b |
Se execută prin presarea şi încălzirea locală până la plasticizare a pieselor de îmbinat. Se pot executa suduri în puncte sau în linie |
|
|
Forma marginilor pieselor |
Înclinată; în V, J |
Fig. SUD-T.4.1,a,b |
Prelucrările pot fi pe o parte sau pe ambele |
|
În J, U |
Fig. SUD-T.4.1,c,d |
Prelucrările pot fi pe o parte sau pe ambele |
|
|
Forma cordonului |
Continuă |
Fig. SUD-T.4.5,a |
|
|
Discontinuă |
Fig. SUD-T.4.5,a,b |
|
|
|
|
|
|
|
|
|
|
a |
b |
c |
d |
a |
b |
c |
|
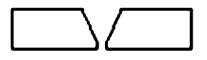
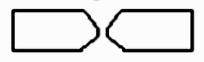
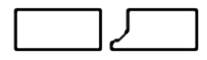
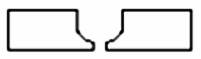
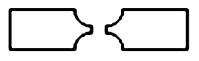
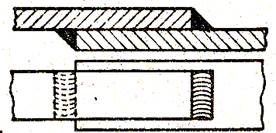
Fig. SUD-T.4.1 Formele marginilor sudurilor cap la cap (pe o parte sau pe ambele părţi): a – înclinată (K); b – în V; c – în J d – în U |
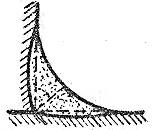
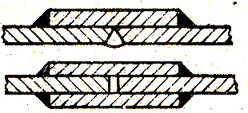
Fig. SUD-T.4.2 Formele secţiunilor sudurilor: a – dreaptă; b – convexă; c – concavă |
|||||



|
a
b
c |
a
b
c |
d
e
f |
a
b
c |
|
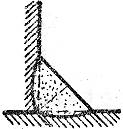
Fig. SUD-T.4.3 Suduri de colţ în T: a, b – bilaterale; c –unilaterală |
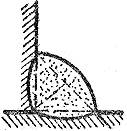
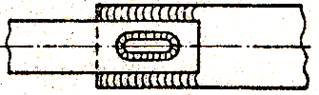
Fig. SUD-T.4.4 Suduri de colţ prin suprapunere: a – bifrontală; b – bilaterală; c –combinată; d – cu eclise; d – în decupaj circlar; d – în decupaj oval |
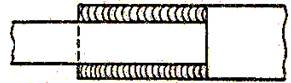
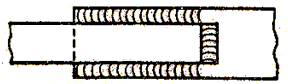
Fig. SUD -T.4.5 Forma cordonului de sudură: a – continuă ; b – întreruptă simetric; c – întreruptă alternativ |
|



SUD-T.5 MATERIALE ŞI TEHNOLOGII
Sudabilitatea este proprietatea metalelor de a putea fi sudate pentru a forma legături intermoleculare puternice; pentru oţeluri sudabilitatea este determinată de procentul de carbon (foarte bună pentru C < 0,25%).
Sudarea prin topire este procedeul tehnologic de sudare prin care piesele îmbinate se încălzesc local, până la topire împreună cu materialul de adaos (electrod) de acelaşi tip cu materialele de bază; încălzirea locală se poate obţine prin arderea unui gaz (acetilenă, gaz metan etc.) în amestec cu oxigenul sau prin intermediul unui arc electric format între electrod şi piesă care produce o concentrare de căldură mărită.
Sudarea prin presare este procedeul tehnologic de sudare, fără adaus de material, prin care piesele asamblate se încălzesc, numai până la plasticizare, cu aplicarea unei forţe de apăsare locală care generează concentrări puternice de energie: sudarea cu jet de plasmă, sudarea cu laser (cu fascicul de electroni), sudarea prin presare la rece.
SUD-T.6 FORME ŞI CAUZE DE SCOATERE DIN UZ SAU DE COMPORTARE NECORESPUNZĂTOARE
Tab. SUD-T.6.1 Forme şi cauze de comportare necorespunzătoare sau de scoatere din uz
|
Forme |
Consecinţe |
Apariţie |
Cauze |
Manifestare |
Evitare |
|
Ruperea la suprasarcini |
Scoaterea din uz |
Ruperea apare în zona secţiunii cu aria minimă |
Suprasarcini accidentale şi/sau cu şoc |
Întreruperea transmiterii sarcinii |
Evitarea apariţiei suprasarcinilor |
|
Ruperea la oboseală |
Scoaterea din uz |
Ruperea apare în zonele în care există defecte structurale sau incluziuni |
Solicitările variabile şi concentratorul de tensiune |
Întreruperea transmiterii sarcinii |
Limitarea prin calcul a tensiunilor de oboseală la valori admisibile; măsuri constructive pentru diminuarea a cauzelor
|
|
Coroziunea |
Scoaterea din uz |
În cazul sudurilor care lucrează în medii corozive |
Depăşirea rezistenţei la strivire a materialului piuliţei sau şurubului |
Scăderea în timp a secţiunii periculoasă a sudurii |
Măsuri de diminuarea proceselor corosive |
SUD-T.7 PARMETRI FUNCŢIONALI ŞI CONSTRUCTIVI
SUD-T.8 MODELE DE CALCUL
SUD-T.8.1 Modele de calcul a tensiunilor din cordonul de sudură pentru cazul solicitărilor compuse
|
|
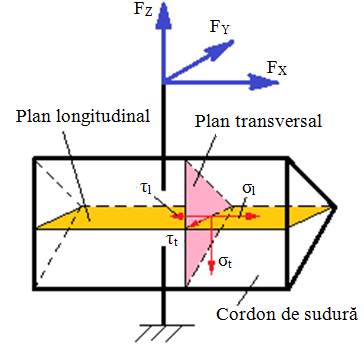
Ipoteze de calcul: - deoarece determinarea solicitărilor şi stărilor de tensiuni din piesele sudate şi, mai ales, din cordoanele de sudură sunt probleme complexe , calculul de rezistenţă este un calcul convenţional; - sudura se proiectează în aşa fel încât rezistenţa cordonului să fie egală cu cea a materialului de bază; în cazul îmbinării pieselor din materiale diferite se adoptă rezistenţa sudurii egală cu a materialului mai moale; - deoarece cordonul de sudură este o structură cu o dimensiune (lungimea) mult mai mare decât celelalte două care descriu secţiunea transversală, într-un punct din planul longitudinal (secţiunea critică), se evidenţiază următoarele tensiuni: σl – tensiunea normală longitudinală (perpendiculară pe planul transversal); σt – tensiunea normală transversală (perpendiculară pe planul longitudinal); τfl – tensiunea de forfecare longitudinală (din planul longitudinal); τft – tensiunea de forfecare transversală (din planul transversal); pentru calcule se neglijează tensiunea normală longitudinală, σl Condiţia de rezistenţă a cordonului de sudură: - Conform teoriei de rezistenţă a V-a, tensiunea echivalentă,
unde: σats = min(σr1, σr2)/c cu σr1,2 – tensiunile de rupere ale materialelor îmbinate; c = 1,25…2, factorul de siguranţă; tensiunile (σt, τl, τt) în cordonul de sudură se determină separat pentru solicitările simple în raport cu aria secţiunii critice longitudinală. - În practica de proiectare se foloseşte frecvent relaţia,
|
|
Fig. SUD-T.8.1 Model de calcul general |
SUD-T.8.1.1 Model de calcul a sudurilor cap la cap
|
|
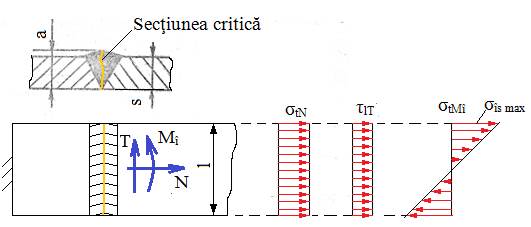
Ipoteze de calcul: - acţiunea forţei longitudinale N determină în cordonul de sudură tensiuni normale de tracţiune transversale, σtN; - acţiunea forţei transversale T determină în cordonul de sudură tensiuni de forfecare longitudinale, τlT; - acţiunea momentului de încovoiere, Mî, determină în cordonul de sudură tensiuni normale de tracţiune/compresiune transversale, σtMî cu maximul σîs max; - secţiunea critică se consideră dreptunghiulară cu lungimea lcs = l-2a (nu se iau în considerare porţiunile de cap unde cordonul de sudură este incomplet) şi lăţimea, a ≈ s (nu se ia în considerare concavitatea). Condiţia de rezistenţă a sudurii, (conform rel. SUD-T.8.1.2):
unde:
lcs = l-2a – lungimea de calcul a sudurii; σats = min(σr1, σr2)/c cu σr1,2 – tensiunile de rupere ale materialelor îmbinate; c = 1,25…2, factorul de siguranţă
|
|
Fig. SUD-T.8.1.1.1 Model de calcul |
SUD-T.8.1.2 Model de calcul a sudurilor de colţ laterale
|
|
Ipoteze de calcul: - acţiunea forţei longitudinale Tl determină în cordonul de sudură tensiuni de forfecare longitudinale, τlTl; -
acţiunea forţei transversale
Tt, asupra cordoanelor de sudură se echivalează cu
forţele transversale,
determină tensiuni de compresiune, σcTl, şi respectiv de forfecare, τtTt; -
acţiunea forţei normale N,
asupra cordoanelor de sudură se echivalează cu forţele
transversale,
tensiuni de tracţiune, σtN, şi respectiv de forfecare, τtN; -
acţiunea momentului de
torsiune, Mt, asupra cordoanelor de sudură se
echivalează cu cuplul de forţe,
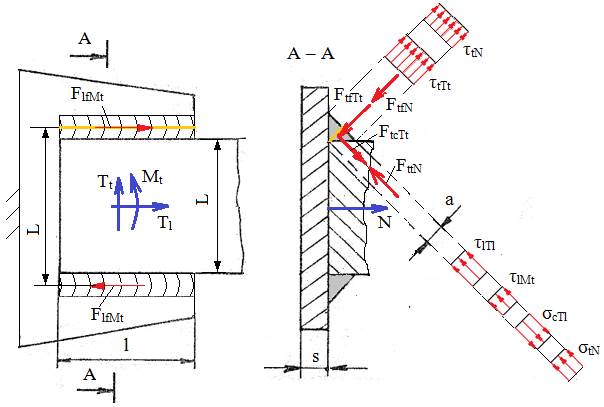
de forfecare longitudinale, τ1Mt; - secţiunea critică asociată cordonului de sudură în care tensiunile de forfecare longitudinale au acelaşi sens se consideră dreptunghiulară cu lungimea lcs = l – 2a (nu se iau în considerare porţiunile de cap unde cordonul de sudură este incomplet) şi lăţimea egală cu grosimea maximă a cordonului de sudură, a ≈ 0,7s (nu se ia în considerare concavitatea). Condiţia de rezistenţă a sudurii (conform rel. SUD-T.8.1.2)
unde:
torsiune, Mt; σats = min(σr1, σr2)/c cu σr1,2 – tensiunile de rupere ale materialelor îmbinate; c = 1,25…2, factorul de siguranţă
|
|
Fig. SUD-T.8.1.2.1 Model de calcul a sudurilor de colţ laterale |
 care determină tensiunile
care determină tensiunile 
 , tensiunea de forfecare din plan longitudinal
datorită momentului de
, tensiunea de forfecare din plan longitudinal
datorită momentului de
SUD-T.8.1.3 Model de calcul a sudurilor prin puncte
|
Fig. SUD-T.8.1.3.1 Model de calcul a sudurilor în puncte |
Ipoteze de calcul: - se consideră că punctele de sudură sunt identice şi încărcate egal; - convenţional, se adoptă, calcul la forfecare.
Tensiunea de forfecare dintr-un punct de sudură,
unde: F reprezintă forţa exterioară; τafs este tensiunea admisibilă la forfecare a materialului cel mai slab; n - numărul punctelor de sudură; d - diametrul punctului de sudură |
SUD-T.9 SOLUŢII FUNCŢIONALE ŞI FORME CONSTRUCTIVE