SUD-A. ÎMBINĂRI SUDATE – APLICAŢII
SUD-A.1 ÎMBINĂRI SUDATE DE COLŢ
SUD-A.1.1 ÎMBINĂRI SUDATE DE COLŢ ÎN T
SUD-A.1.1.3 ÎMBINĂRI SUDATE DE COLŢ ÎN T – CAZUL 3 (8-9;10-11)
|
CUPRINS |
|
SUD-A.1.1.3.1 DATE DE PROIECTARE SUD-A.1.1.3.2 ALEGEREA MATERIALULUI, TRATAMENTELOR TERMICE ŞI A TEHNOLOGIEI SUD-A.1.1.3.3 ALEGEREA FORMEI CONSTRUCTIVE SUD-A.1.1.3.4 SCHEMA DE CALCUL, DIMENSIONARE ŞI VERIFICARE SUD-A.1.1.3.5 PROIECTAREA FORMEI TEHNOLOGICE SUD-A.1.1.3.6 VERIFICAREA MODELULUI CU PACHETUL MDESIGN |
SUD-A.1.1.3.1 DATE DE PROIECTARE
Tab. SUD-A.1.1.3.1.1 Definirea problemei de proiectare a unei îmbinări sudate de colţ în T - cazul 3 (8-9;10-11)
|
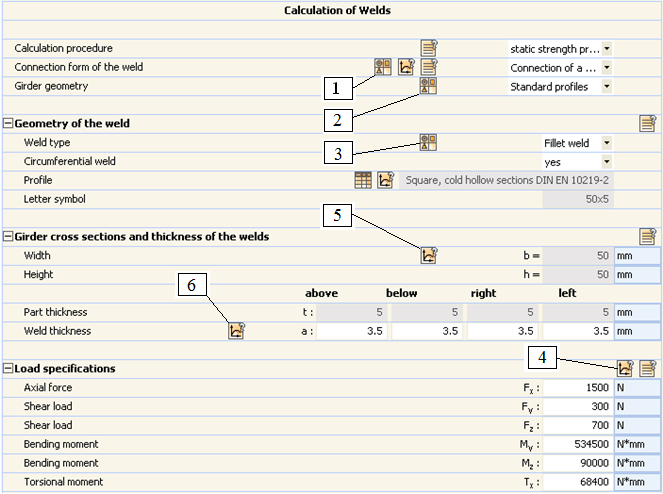
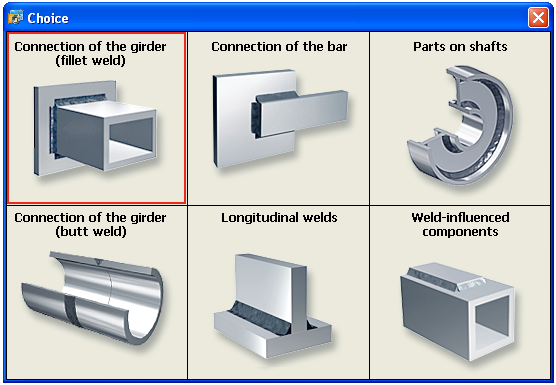
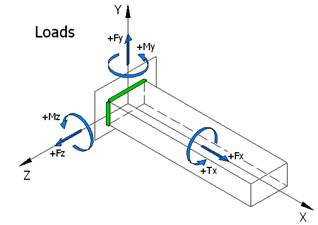
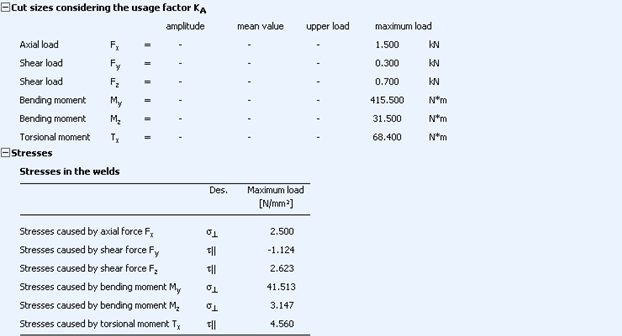
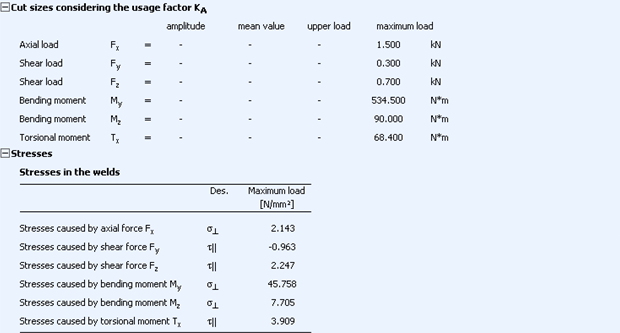
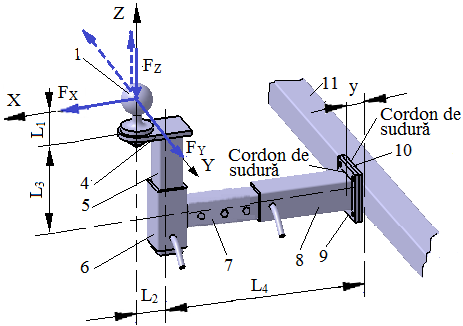
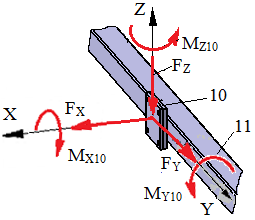
Subtema de proiectare Să se proiecteze îmbinările sudate a corpului tirantului inferior, 8, cu flanşa faţă 9 şi a flanşei 10 cu bara 11 (fig. SUD-A.1.1.3.1.1) cu funcţia principală de transmitere a sarcinilor: FX, FY, FZ, MX10, MY10, MZ10. Specificaţii impuse: a. Forţele exterioare: FX = 1500 N, FY = 300, FZ = 700 N acţioneză la distanţele L1 = 48 mm; L2 = 80 mm; L3 = 180 mm; L4 = 220 mm; y = h11 = 25 mm (subcap. ) se calculează momentele în centrul flanşei 10: |
MX10 = FY (L1+L3) = 68400 Nmm, MZ10 = FY (L2 + L4) = 90000Nmm, MY10 = FX (L1 +L3) + FZ (L2 + L4 - y) = 534500 Nmm; b. Tipul sarcinii: statică c. Restricţii dimensionale: se impune ca dimensiunile flanşelor asamblate să permită strângerea asamblării cu chei standard respectând condiţia de gabarit minim; d. Condiţii de funcţionare: coeficientul de frecare dintre flanşe, µ = 0,15…0,25 (frecare usată, oţel-oţel); temperatura, T = - 30oC…40oC; mediu de lucru exterior cu umezelă avansată e. Condiţii constructive: materiale sudabile f. Condiţii de ecologie: utilizarea de materiale şi tehnologii eco, reciclarea materialelor, protecţia vieţii. |
|
|
|
|
a |
b |
|
Fig. SUD-A.1.1.3.1.1 Schema funcţional-constructivă a îmbinării sudate - cazul 3 (6-7; 10-11): a – integrare în ansamblu; b – schema de încărcare |
|
SUD-A.1.1.3.2 ALEGEREA MATERIALULUI, TRATAMENTELOR TERMICE ŞI A TEHNOLOGIEI
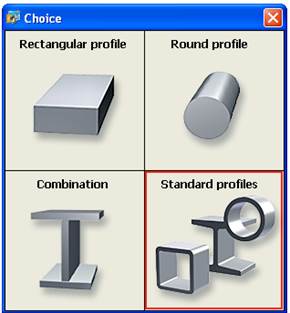
Elementele 8, 9, 10 şi 11 formează un subansambluri sudate şi, deci, pentru acestea s-a ales material sudabil, oţel S235, conform SR EN 10025-2 (STAS 500/2)
Tab. SUD-A.1.1.3.2.1 Date despre material
|
Materialul |
Tratamentul termic |
Duritatea [HB] |
Tensiunea limită de curgere |
Rezistenţa la rupere, σr |
|
S235 (OL37), SR EN 10025-2 (STAS 500/2) |
- |
- |
s02 = 235 MPa |
sr = 360 MPa |
SUD-A.1.1.3.3 ALEGEREA FORMEI CONSTRUCTIVE
|
|
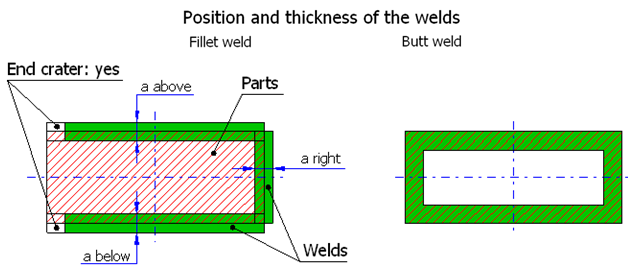
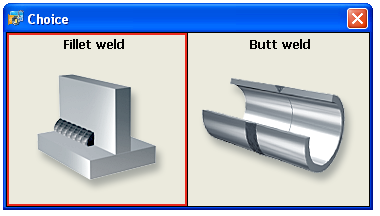
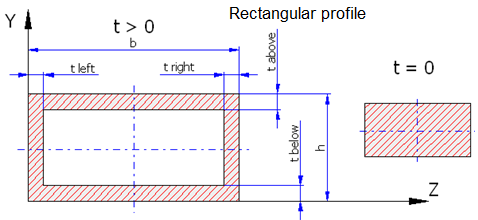
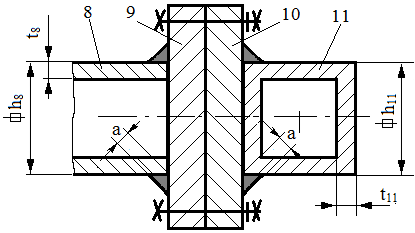
Caracteristici şi restricţii funcţionale şi constructive - se impune asigurarea perpendicularităţii elementelor sudate
Parametrii geometrici principali - grosimea cordonului de sudură a este ma mică decât grosimea peretelui ţevii t8,11 = 5 mm |
|
Fig. SUD-A.1.1.3.3.1 Parametri geometrici ai îmbinărilor sudate |
SUD-A.1.1.3.4 SCHEMA DE CALCUL, DIMENSIONARE ŞI VERIFICARE
|
|
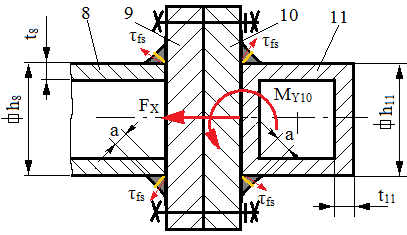
Ipoteze de calcul şi solicitări - deoarece încărcarea exterioară este compusă din sarcini multiple şi modelul de calcul are complexitate mărită pentru calculul clasic se consideră un model simplificat care ia în considerare încărcarea cu sarcinile maxime, forţa FX şi momentul MY10 - tensiunile de forfecare sunt repartizate uniform pe lungimea celor două cordoane de sudură - se neglijează solicitările la încovoiere şi forfecare Date cunoscute: - despre încărcare: FX = 1500 N, MY10 = 534500 Nmm - despre forme şi dimensiuni: cordonul sudură are forma pătrat cu latura, h = 50 mm; -
despre materiale: Relaţii de calcul: - Condiţia de rezistenţă la forfecare a sudurii, Tensiunile de forfecare datorate forţei FX şi momentului MY7,
- Dimensionare sudură Din relaţia, SUD-A.1.1.1.4.2, se obţine grosimea cordonului de sudură,
Se adoptă, din considerente tehnologice, grosimea cordonului de sudură, a = 3,5 mm. |
|
Fig. SUD-A.1.1.3.4.1 Schema de calcul |
SUD-A.1.1.1.5 PROIECTAREA FORMEI TEHNOLOGICE
Tab. ACA.P.1.5.1 Parametri tehnologici şi de reprezentare
|
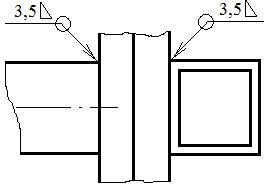
Fig. SUD-A.1.1.1.5.1 Reprezentarea simplificat pe desen a îmbinării |
Recomandări pentru adoptarea parametrilor tehnologici şi de reprezentare: - sudura se va realza după contur închis; - după sudare se va aplica tratament termic de recoacere de detensionare |
SUD-A.1.1.1.6 VERIFICAREA MODELULUI CU PACHETUL MDESIGN
|
Preprocesarea modelului de calcul |
|||||||||||
|
|
|||||||||||
|
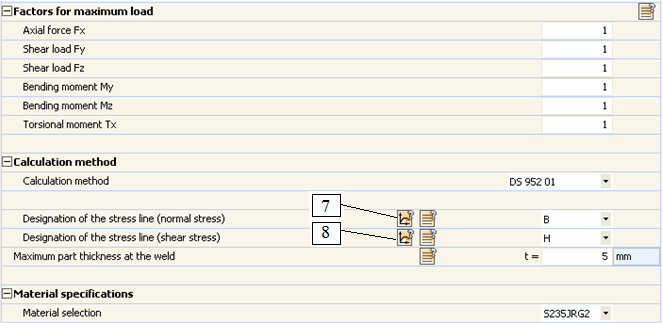
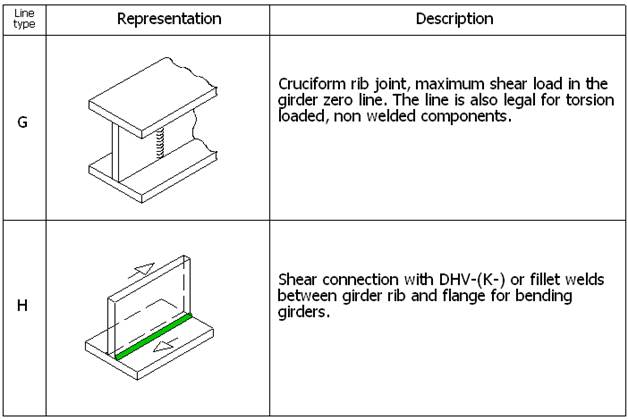
Introducerea datelor şi selectarea opţiunilor de calcul |
|||||||||||
|
Date şi opţiuni directe |
Date şi opţiuni auxiliare |
||||||||||
|
|
|
||||||||||
|
Rezolvarea modelului |
|||||||||||
|
|
|||||||||||
|
Activeză butonul, |
|
® |
Corectare neconcordanţe sau erori în datele de intrare (numai dacă apar ferestre de avertzare) |
® |
|
® |
|
® |
|
Salvează modelul în format htm, fişerul SUD-MD.3 |
|
|
Postprocesarea rezultatelor |
|||||||||||
|
|
|
||||||||||
|
|
|||||||||||
|
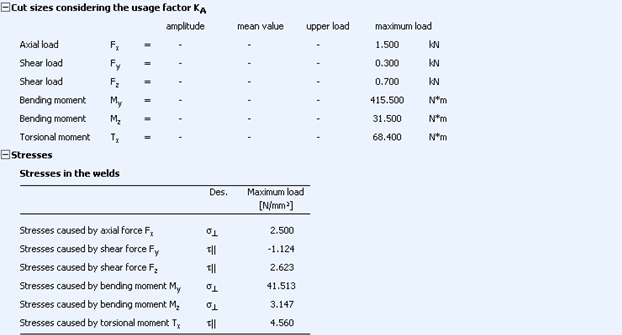
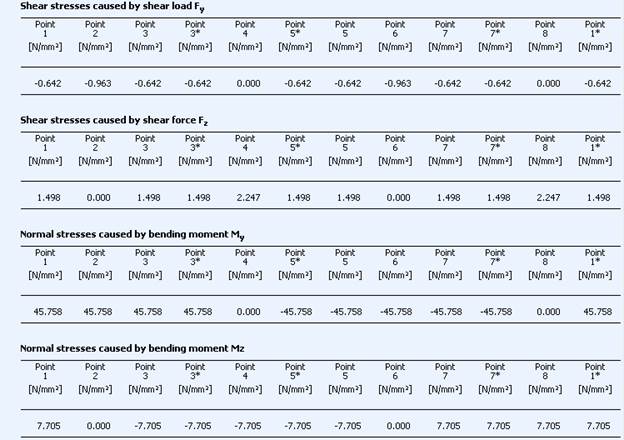
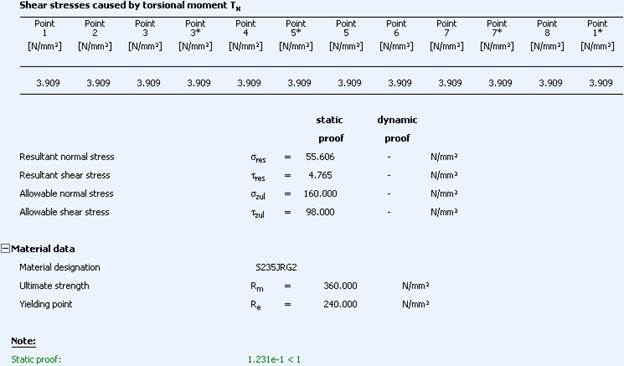
Obs. Din analiza datelor de mai sus precum şi a celor din fişierul SUD-MD.3 se verifică adoptările făcute în urma calculului calsic şi se reţin pentru proiectare celelalte date legate de calculul la oboseală şi la deformaţii care nu au putut fi determinate cu precizie prin metode clasice |
|||||||||||