PRC-T PROIECTAREA CONSTRUCTIVĂ A ELEMENTELOR MAŞINILOR
PRC-T.4 PROIECTAREA TEHNOLOGICĂ A FORMELOR
|
CUPRINS |
PRC-T.4.1 PROIECTAREA FORMELOR TEHNOLOGICEPRC-T.4.1.1 ASPECTE GENERALE PRC-T.4.1.2 RECOMĂNDĂRI PRIVIND PROIECTAREA FORMEI PIESELOR TURNATE PRC-T.4.1.3 RECOMĂNDĂRI PRIVIND PROIECTAREA FORMEI PIESELOR PRELUCRATE PRIN DEFORMARE PRC-T.4.1.4 RECOMĂNDĂRI PRIVIND PROIECTAREA FORMEI PIESELOR PRELUCRATE PRIN AŞCHIERE PRC-T.4.2 AJUSTAJE ŞI TOLERANŢEPRC-T.4.2.1 DEFINIŢII PRC-T.4.2.2 DIMENSIUNI, ABATERI ŞI CÂMPURI DE TOLERANŢĂ PRC-T.4.2.3 ALEZAJE ŞI SISTEME DE ALEZAJE FPR-T.4.2.4 SISTEME DE TOLERANŢE ŞI AJUSTAJE ISO |
PRC-T.4.1.1 ASPECTE GENERALE
|
|
|
|
|
|
|
|
a |
b |
c |
a |
b |
c |
|
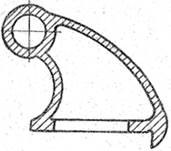
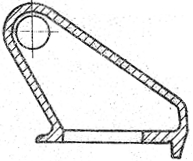
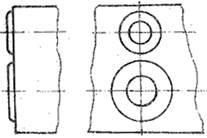
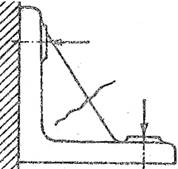
Fig. PRC-T.4.1.1 Formele geometrice ale elementelor produselor mecanice: a – geometrice; b – funcţionale; c – constructive |
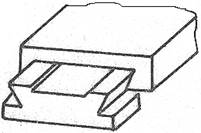
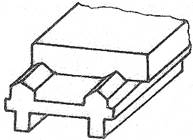
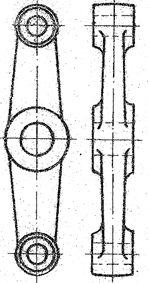
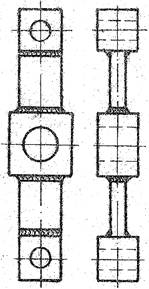
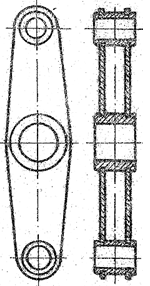
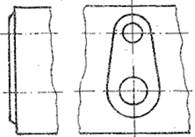
Fig. PRC-T.4.1.2 Forme constructive ale unui element de produs mecanic (pârghie): a – turnat; b – sudat; c – asamblat |
||||
|
Formele elementelor (pieselor, componentelor) produselor mecanice pot fi: - geometrice (fig. PRC-T.4.1.1,a) - este necesar să fie cât mai puţine şi mai simple pentru a conduce la procedee tehnologice simple şi ieftine; - funcţionale (fig. PRC-T.4.1.1,b) - bazate pe formele geometrice, de obicei, asigură desfăşurarea fenomenelor fizice (mişcări şi interacţiuni); - constructive (fig. PRC-T.4.1.1,c) - bazate pe formele funcţionale dependente de tehnologia adoptată în principiu; - tehnologice (fig. PRC-T.4.1.1,c) - materializează formele constructive dependente de tehnologiile disponibile în detaliu. |
Formele constructive pot fi dependente de: - numărul pieselor de realizat (mărimea seriei de fabricaţie); - materialele din care se poate realiza; - procedeele tehnologice prin care se pot obţine: turnare, sudare, deformare plastică la rece sau la cald (forjare), prelucrări prin aşchiere etc. În fig. PRC-T.4.1.1 se evidenţiază trei posibilităţi de obţinere a unui element de tip pârghie: turant, sudat din semifabricate simple şi asamblat din elemente prelucrate prin aşchiere şi ştanţate. |
||||
PRC-T.4.1.2 RECOMĂNDĂRI PRIVIND PROIECTAREA FORMEI PIESELOR TURNATE
|
DE EVITAT |
RECOMANDAT |
DE EVITAT |
RECOMANDAT |
|
|
|
|
|
|
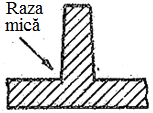
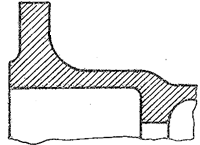
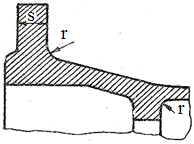
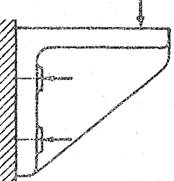
Intersecţiile de pereţi realizate cu rază de racordare mică duc la apariţia de fisuri, iar cele cu rază prea mare la retasuri; se recomandă raze de racordare r = (1/3…1/5) s, s este grosimea peretelui |
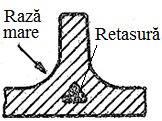
Pentru evitarea apariţiei retasurilor în zonele de aglomerări de material de intersecţiile cu raze mari a doi pereţi se recomandă alegerea re raze corespunzătoare şi realizarea unor treceri treptate între cei doi pereţ. |
||
|
DE EVITAT |
RECOMANDAT |
DE EVITAT |
RECOMANDAT |
|
|
|
|
|
|
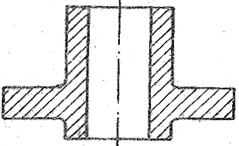
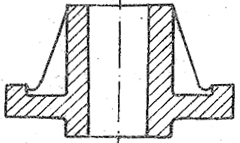
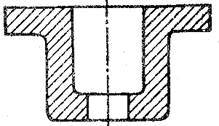
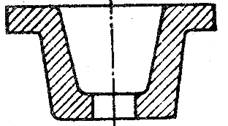
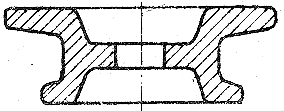
Se urmăreşte proiectarea pieselor cu grosime cvasiconstantă soluţie ce asigură o bună răcire, evitând apariţia de tensiuni interne datorită răcirii neuniforme şi simultane a pieselor cu grosimi variabile. |
Se recomandă evitarea suprafeţelor curbe care necesită modele mult mai scumpe comparativ cu cele pentru suprafeţe plane |
||
|
DE EVITAT |
RECOMANDAT |
DE EVITAT |
RECOMANDAT |
|
|
|
|
|
|
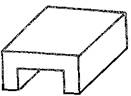
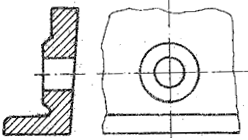
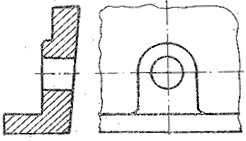
Se recocomandă ca proeminenţele (bosajele) apropriate alte suprafeţe sau între ele, din considerente de simplificare a modelelor, să se fie legate de suprafeţe sau, respectiv, între ele. |
|||
|
DE EVITAT |
RECOMANDAT |
DE EVITAT |
RECOMANDAT |
|
|
|
|
|
|
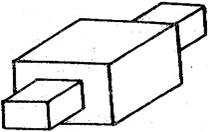
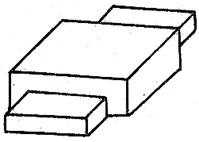
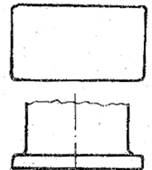
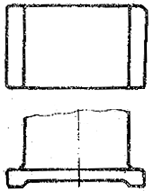
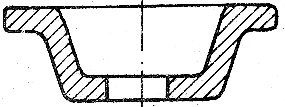
Se recomandă evitarea suprafeţelor mari de rezemare (contact) pe alte piese datorită volumului mărit de prelucrări ulterioare |
Se recomandă, datorită rezistenţelor mărite ale materialelor turnate (în special, din fontă) la solicitarea de compresiune, adoptarea nervurilor comprimate |
||
PRC-T.4.1.3 RECOMĂNDĂRI PRIVIND PROIECTAREA FORMEI PIESELOR PRELUCRATE PRIN DEFORMARE
|
DE EVITAT |
RECOMANDAT |
DE EVITAT |
RECOMANDAT |
|
|
|
|
|
|
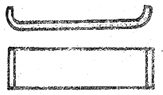
Piesele forjate în matriţe (matriţate) pentru evitarea blocării în matriţe au pereţii înclinaţi (mai mari pentru pereţii interiori) şi se recomandă evitarea zonelor strangulate în planul median |
|||
|
DE EVITAT |
RECOMANDAT |
DE EVITAT |
RECOMANDAT |
|
|
|
|
|
|
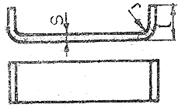
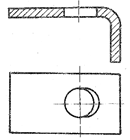
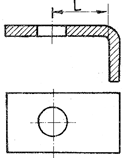
Piesele din tablă îndoite, la rece sau la cald, au raze de îndoire şi laturile îndoite dependente de grosimea tablei (l > 3s) precum şi poziţia laturii îndoite suficient de îndepărtată de găuri existente pentru evitarea ovalizării acestora; în cazul găurilor apropiate de zona îndoită acestea se vor găuri după îndoire. |
|||
PRC-T.4.1.4 RECOMĂNDĂRI PRIVIND PROIECTAREA FORMEI PIESELOR PRELUCRATE PRIN AŞCHIERE
|
DE EVITAT |
RECOMANDAT |
DE EVITAT |
RECOMANDAT |
|
|
|
|
|
|
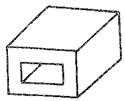
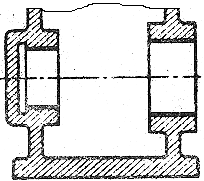
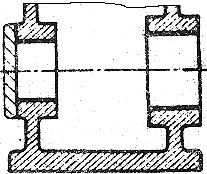
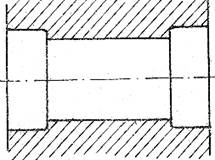
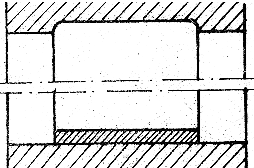
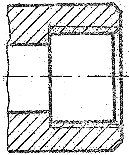
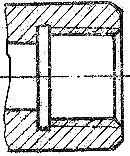
Prelucrarea prin strunjire a alezajelor se face mult mai uşor şi mai precis când se poate realiza din aceiaşi prindere fapt ce implică acessul sculelor din ambele părţi. |
|||
|
DE EVITAT |
RECOMANDAT |
DE EVITAT |
RECOMANDAT |
|
|
|
|
|
|
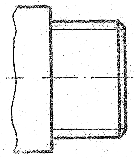
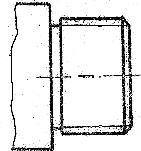
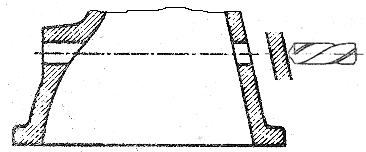
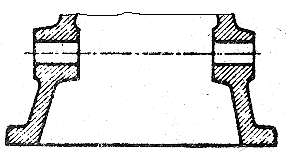
Pentru prelucrarea filetelor în zonele salturilor de diametru se impune folosirea degajărilor pentru ieşirea sculei de filetat. |
|||
|
DE EVITAT |
RECOMANDAT |
||
|
|
|
|
|
PRC-T.4.2 AJUSTAJE ŞI TOLERANŢE
PRC-T.4.2.1 DEFINIŢII
Interschimbabiltatea de montaj este proprietatea pe care o au anumite piese (repere) cu dimensiuni şi forme cuprinse între două limite prescrise pentru a fi montate în ansamblul respectiv, fără o selecţionare prealabilă sau prelucrări suplimentare.
Precizia de prelucrare este gradul de concordanţă dintre modelul fizic (piesa prelucrată), cu abateri (erori) dimensionale şi de formă (datorate imperfecţiunilor mijloacelor şi proceselor de prelucrare), şi modelul teoretic reprezentat prin desenul de execuţie
Precizia dimensională concordanţa valorilor cotelor modelului fizic (piesa prelucrată) şi modelului teoretic (desenul de execuţie) în condiţiile erorilor de prelucrare.
PRC-T.4.2.2 DIMENSIUNI, ABATERI ŞI CÂMPURI DE TOLERANŢĂ
|
|
|
|
a
b |
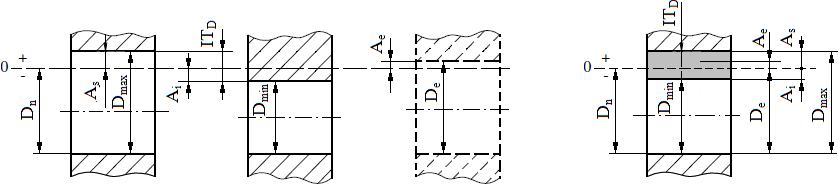
La nivel de bază construcţia subansamblelor mecanice, presupune asamblarea a două piese, una cu suprafaţa exterioară cuprinsă, numită arbore (notaţii cu litere mici, şi cealaltă cu suprafaţa interioară cuprinzătoare alezaj (notaţii cu litere mari) Dimensiunea nominală (dn, respectivDn) este valoarea de referinţă rezultată din calcul şi/sau proiectare; Dimensiunea efectivă (de, De) este valorea rezultată în urma procesului de măsurare. Dimensiuni limită minime şi maxime, (dmin,max, Dmin,max) sunt dimensiunile între care pot varia dimensiunile efective (măsurate). Abateri efective şi limită (ae, Ae şi, respectiv, ai, e, Ai, s) diferenţa dintre dimensiunea efectivă, respectiv limită şi dimensiunea nominală: ae = de – dn; Ae = De – Dn; ai = dmin – dn; as = dmax – dn; Ai = Dmin – Dn; As = Dmax – Dn (ae є [ai, as]; Ae є [Ai, As])
Câmpul de toleranţă (ITd, ITD) este intervalul în care poate să varieze dimensiunea efectivă: ITd = dmax – dmin; ITD = Dmax – Dmin
|

PRC-T.4.2.3 ALEZAJE ŞI SISTEME DE ALEZAJE
|
a
b
|
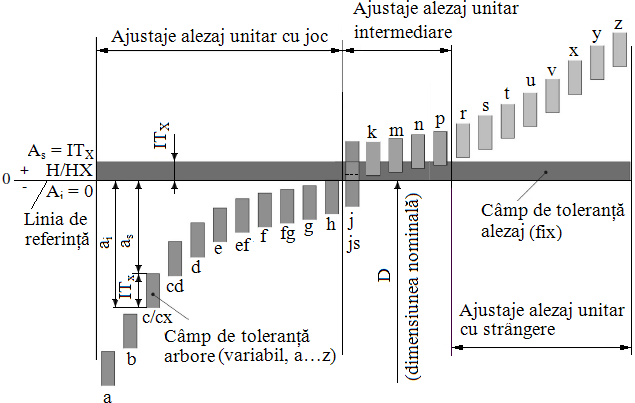
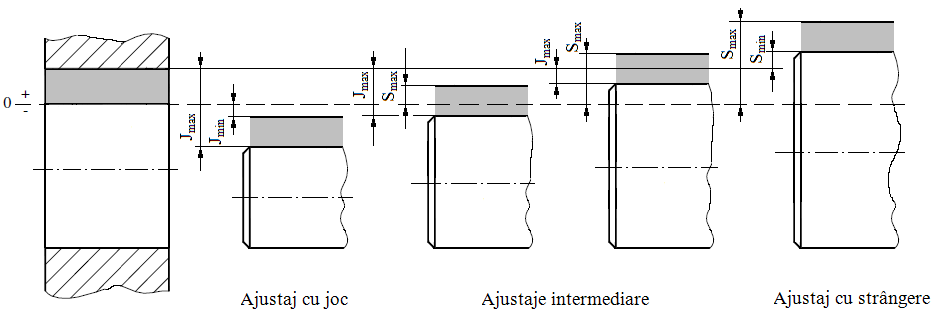
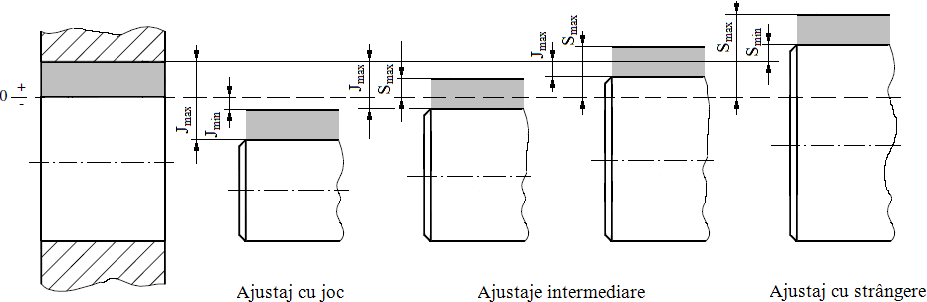
Ajustajul este ansamblul suprafeţelor arbore-alezaj cu aceeiaşi dimensiuni nominale. Ajustajul cu joc este ajustajul la care poziţiile câmpurilor de toleranţă ale arborelui şi butucului nu se suprapun şi nu există contact (montajul se face liber) între suprafeţe indiferent de valorile dimnsiunilor efective (Dmax > dmin); jocul maxim, Jmax = Dmax – dmin; jocul minim, Jmin = Dmin – dmax. Ajustajul cu strângere este ajustajul la care la care poziţiile câmpurilor de toleranţă ale arborelui şi butucului nu se suprapun şi există contact (montajul se face forţat) între suprafeţe indiferent de valorile dimensiunilor efective (Dmin < dmax); strângerea maximă, Smax = dmax – Dmin; strângerea minimă, Smin = dmin – Dmax. Ajustajul intermediar este ajustajul la care poziţiile câmpurilor de toleranţă ale arborelui şi butucului se suprapun (montajul se poate face liber sau forţat); jocul maxim, Jmax = Dmax – dmin; strângerea maximă Smax = dmax – Dmin. Ajustajele cu alezaj unitar se formează prin combinarea unui alezaj cu poziţia fixă a câmpului de toleranţă şi a poziţiei acestuia faţă de linia de referinţă şi arbori care au poziţia variabilă a câmpului de toleranţă. Ajustajele cu arbore unitar se formează prin combinarea unui alezaj cu poziţia fixă a câmpului de toleranţă şi a poziţiei acestuia faţă de linia de referinţă şi alezaje care au poziţia variabilă a câmpului de toleranţă. |
|
Obs. Sistemul de ajustaje cu alezaj unitar este utilizat frecvent în practică deoarece prelucrarea suprafeţelor interioare este mai greoaie decât a celor exterioare şi astfel prin utilizarea alezajelor unitare se reduce mult numărul alezajelor de executat precum şi a sculelor (burghie, alezoare, broşe) de prelucrare; sistemul ajustaj unitar se foloseşte rar în funcţie de necestăţile constructive (de ex. unele ajustaje ale rulmenţilor) |
|
FPR-T.4.2.4 SISTEME DE TOLERANŢE ŞI AJUSTAJE ISO
|
|
|
|
a
b
|
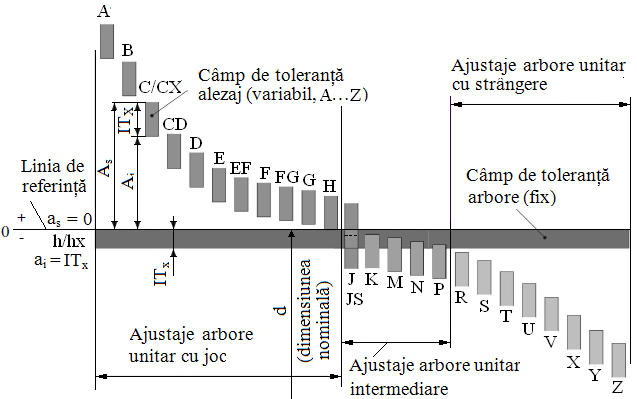
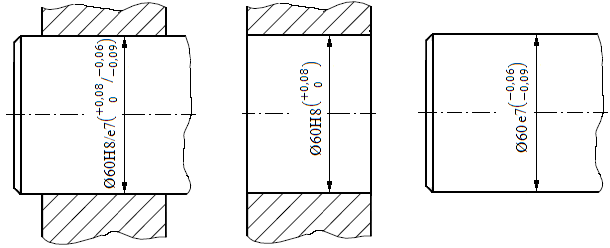
Sistemul de toleranţe şi ajustaje ISO este definit de o muţime finită de câmpuri de toleranţă şi ajustaje care asigură o fabricare raţională şi eficientă economic. Toleranţe fundamentale (trepte de precizie) sunt câmpuri de toleranţă standardizate (v. SR EN 20286 sau ISO) conform domeniilor dimensionale definite în intervalul 1…3150 mm. În fer. PRC-T.4.1 sunt prezentate toleranţe fundamentale corespunzătroare unor ajustaje alezaj unitar (extras din SR EN 20286-2). Domenii de utilizare al treptelor de precizie: treptele mici până IT4 se folosesc pentru piese pentru mecanisme de mare precizie şi calibre de verificare, treptele IT5…11 se folosesc pentru piesele din construcţia de maşini, treptele mai mari de IT12 se folosesc pentru semifabricate turnate, forjate sau laminate Simbolizarea toleranţelor fundamentale ale alezajelor şi arborilor, conform ISO, se face cu ajutorul codurilor alfanumerice: majuscule (A, B, C, CD, D, E, EF, F, F, G, H, J, JS, K, M, N, P, R, S, T, U, V, X, Y, Z), pentru arbore şi minuscule (a, b, c, cd, d, e, ef, f, f, g, h, j, js, k, m, n, p, r, s, t, u, v, x, y, z) pentru arbore. Poziţiile toleranţelor (fundamentale) faţă de linia de referinţă se stabileşte cu ajutorul abaterilor fundamentale: inferioare, Ai şi ai pentru toleranţele de deasupra liniei de referinţă (J, JS, K, M, N, P, R, S, T, U, V, X, Y, Z şi respectiv a, b, c, cd, d, e, ef, f, f, g, h) şi superioare As şi as pentru toleranţele de sub linia de referinţă (j, js, k, m, n, p, r, s, t, u, v, x, y, z şi respectiv A, B, C, CD, D, E, EF, F, F, G, H) Relaţii dintre toleranţe, abateri limită şi abateri fundamentale: As = Ai + ITX cu X codul numeric al treaptei de precizie a alezajului; as = ai + ITx cu x codul numeric al treaptei de precizie a arborelui; toleranţele fundamentale sunt pozitive, iar abaterile pot fi pozitive sau negative. În fer. se prezintă Formarea ajustajelor ISO. Alezaj unitar , prin combinarea câmpurilor de toleranţă ale alezajului H cu câmpurile de toleranţă ale arborelui: a, b, c, cd, d, e, ef, f, f, g, h (ajustaje cu joc); j, js, k, m, n, p (ajustaje intermediare); r, s, t, u, v, x, y, z (ajustaje cu strângere). Arbore unitar, prin combinarea câmpurilor de toleranţă ale arborelui H cu câmpurile de toleranţă ale alezajului: A, B, C, CD, D, E, EF, F, F, G, H (ajustaje cu joc); J, JS, K, M, N, P (ajustaje intermediare); R, S, T, U, V, X, Y, Z (ajustaje cu strângere) Notarea (marcarea) ajustajelor şi abaterilor pe desenele de execuţie), conform ISO, se face prin indicarea succesiunii: simbolul formei (ex. Æ cilindric), valoarea dimensiunii nominale, codul alfanumeric asociat poziţei toleranţei fundamentale (ex. H, h, e, f ) şi codul numeric al treptei de precizie (ex. 1…18, pentru dimeniuni în domeniul 3…500); opţional, dar foarte util pentru manufacturare, se pot indica în paranteză abaterile.
a b c
|
|
Obs. Din mulţimea ajustajelor posibile, din considerente de eficienţă economică sunt utilizate în practică ajustaje alezaj unitar preferenţiale (STAS 8100): H7/e8, H7/f7, H7/g6, H7/h6, H8/d9, H8/f8, H8/h8, H11/a11, H11/b11, H11/d11, H11/h11(ajustaje cu joc); H7/j6, H7/k6, H7/m6, H7/n6, H7/p6 (ajustaje intermediare); H7/p6, H7/r6, H7/s6, H7/u6, H7/z7 (ajustaje cu strângere). |
|