AAB. ASAMBLĂRI ARBORE-BUTUC
AAB-T. CONSTRUCŢIA ŞI MODELAREA ASAMBLĂRILOR
ARBORE-BUTUC
AAB-T.1 ASAMBLĂRI PRIN FORMĂ
AAB-T.1.2
ASAMBLĂRI PRIN PENE DISC
|
CUPRINS |
|
AAB-T.1.2.1 DEFINIRE AAB-T.1.2.2 STRUCTURA CONSTRUCTIVĂ AAB-T.1.2.3 DOMENII DE UTILIZARE, AVANTAJE ŞI
DEZAVANTAJE AAB-T.1.2.4 CLASIFICARE AAB-T.1.2.5 MATERIALE ŞI TEHNOLOGII AAB-T.1.2.6 FORME ŞI CAUZE DE SCOATERE DIN UZ SAU
DE COMPORTARE NECORESPUNZĂTORE AAB-T.1.2.7 PARAMETRII FUNCŢIONALI ŞI
CONSTRUCTIVI AAB-T.1.2.8 MODELE DE CALCUL |
AAB-T.1.2.1 DEFINIRE
Asamblarea cu pană disc este
asamblarea demontabilă, de tip arbore-butuc, care transmite momentul de torsiune prin formă prin contacte
cu arborele şi butucul pe feţele laterale ale unui element
intermediar sub forma unui segment de disc (fig. AAB-T.1.2.2.1).
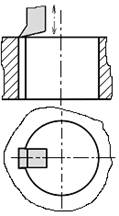
AAB-T.1.2.2 STRUCTURA CONSTRUCTIVĂ
|
|
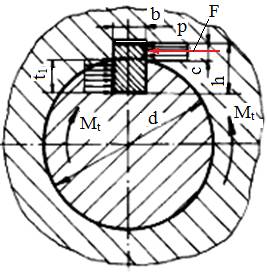
Obs. Momentul de torsiune se transmite prin formă, conform fluxului: 1 -> 3 -> 2; 1 - arbore, 2 - butuc, 3 - pană disc; fixarea axială a butucului 2 se face cu piuliţa 4 asigurată împotriva deşurubării cu contrapiuliţa 5. |
|
Fig. AAB-T.1.1.2.1 Structura
constructivă a asamblării cu penă disc în secţiune axială şi transversală |
AAB-T.1.2.3 DOMENII DE UTILIZARE, AVANTAJE ŞI
DEZAVANTAJE
Domenii
principale de utilizare: în construcţia
de maşini unelte, vehicule, maşini agricole etc., în special, pentru
asamblarea roţilor pe capetele arborilor
Tab. AAB-T.1.2.3 Avantaje şi dezavantaje ale asamblărilor prin pene disc
|
Avantaje* |
Dezavantaje* |
|
- montare şi demontare uşoară; -
standardizare
la nivel internaţional -
durabilitate
ridicată -
arborele
şi butucul pot fi refolosiţi în cazul deteriorării penei |
- canalul de pană din arbore reprezintă un puternic concentrator de tensiuni (mai mare decât în cazul asamblăriilor cu pene paralele); - nu preiau forţe axiale; - neadecvate pentru arbori cu diametre reduse |
|
* raportate la alte tipuri de asamblări (prin
formă, prin forţe de frecare, nedemontabile etc.) |
|
AAB-T.1.2.4 CLASIFICARE
AAB-T.1.2.5 MATERIALE ŞI TEHNOLOGII
|
Materiale Penele
se execută, uzual, din oţeluri cu rezistenţa la rupere, sr =
500…600 MPa, oţeluri pentru
construcţii mecanice: E295 (OL50), E335 (OL60) conform SR EN 10025-2
(STAS 500/2) sau oţeluri carbon de îmbunătăţire:
C35 (OLC35), C45 (OLC45) conform SR EN 10083
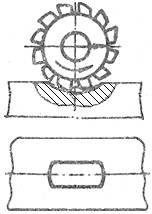
(STAS 880). Tehnologii Prelucrarea
canalelor: -
prin aşchiere
cu freza disc (fig. AAB-T.1.2.5.1,a), în arbore - prin aşchiere: mortezare (fig. AAB-T.1.2.5.1,b) sau broşare pentru serii mari de producţie |
|
|
|
a |
b |
|
|
Fig. AAB-T.1.2.5.1 Prelucrarea
canalelor pentru pana disc: a –în
arbore; b – în butuc |
||
AAB-T.1.2.6 FORME ŞI CAUZE DE
SCOATERE DIN UZ SAU DE COMPORTARE NECORESPUNZĂTORE
Tab. AAB-T.1.1.6.1 Forme şi cauze de scoatere din uz sau de comportare
necorespunzătoare
|
Forme |
Consecinţe |
Apariţie |
Cauze |
Manifestare |
Evitare |
|
Forfecarea
penei |
Scoatere
din uz |
La
suprasarcini Arbori
şi butuci durificaţi şi pene din materiale moi |
Depăşirea
rezistenţei admisibile la forfecare |
Secţionare
longitudinală a penei |
Limitarea prin calcul a tensiunii
de forfecare care apare în pană, la valori admisibile |
|
Deteriorarea
flancurilor penei şi/sau a canalelor prin strivire (deformare
plastică) |
Blocarea
asamblării şi împiedicarea demontării |
La
asamblări fixe La
pene, arbori şi roţi din materiale moi puternic încărcate |
Depăşirea
tensiunilor de strivire admisibile |
Deteriorarea
flancurilor active ale penei paralele în zonele laterale de contact cu
arborele şi/sau cu butucul |
Limitarea prin calcul a
tensiunilor de strivire, la valori admisibile |
AAB-T.1.2.7 PARAMETRII FUNCŢIONALI
ŞI CONSTRUCTIVI
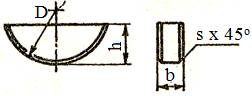
Tab. AAB-T.1.2.7.1 Parametri
constructivi ai penelor disc şi canalelor
din arbore şi butuc [STAS-1012]
|
|
Parametrii geometrici ai penei şi
canalelor: b
[mm] – lăţimea penei, h
[mm] – înălţimea penei, D [mm]
– diametrul sectorului, R
[mm] – raza de racordare la fundul
canalului, t1
[mm] –
înălţimea canalului în arbore, t2
[mm] –
înălţimea canalului în butuc, s
[mm] –
grosimea teşiturii penei, |
AAB-T.1.2.8 MODELE DE CALCUL
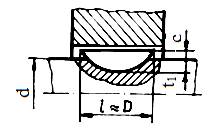
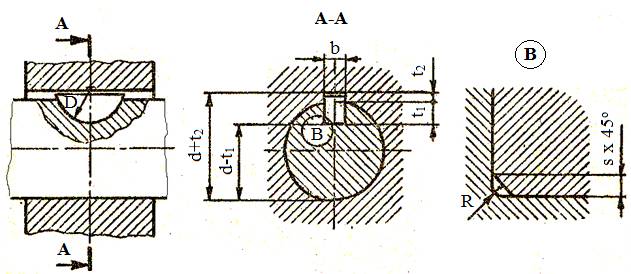
Tab. AAB-T.1.2.8.1 Modelul de
calcul de rezistenţă [Jula,
1986; Rădulescu, 1981; Florea, 2007]
|
Fig. AAB-T.1.2.8.1 Modelul de
calcul de rezistenţă |
Ipoteze
de calcul şi solicitări: -
tensiunile de
contact sunt uniform distribuite pe feţele active ale penei; -
braţul
forţei rezultante a
presiunilor de contact (cu arborele, respectiv, cu butucul), se
aproximează la valoarea d/2 şi pentru calcul, -
calculul la
strivire a asamblării se face pentru contactul cel mai solicitat, pană-disc,
pentru care suprafaţa de contact se consideră ca fiind dreptunghiulară
cu lungimea l -
secţiunea de forfecare a penei se consideră dreptunghiulară
cu lungimea l Condiţia de rezistenţă la torsiune a arborelui în zona penei:
unde, τat = 15...45 MPa reprezintă tensiunea admisibilă convenţională la torsiune (ţine cont şi de existenţa solicitării de încovoiere) şi βk = 2...4, factorul concentratorului de tensiuni (pentru calculul la solicitări variabile, de oboseală); în cazul solicitărilor cvasistatice se consideră, βk = 1...2 Diametrul arborelui în zona penei, din această condiţie (rel. APP-T.8.1.2.8.2), devine, d ≥
Condiţia
de rezistenţă la strivire a
asamblării Presiunea de contact de pe suprafeţa de contact a penei cu butucul, p =
unde, Mt [Nmm] reprezintă momentul de torsiune care încarcă asamblarea, d [mm] – diametrul arborelui, h [mm] – înălţimea penei (se adoptă din Stas 1012, în funcţie de diametrul, d, al arborelui), D [mm] – lungimea de calcul a penei; c [mm] – lăţimea zonei de contact cu butucul; σas [MPa] – tensiuninea admisibilă la strivire a asamblării (fer. APP-M.1). Condiţia
de rezistenţă la forfecare a penei Tensiunea de forfecare a penei,
unde, b [mm]
reprezintă lăţimea
penei (se adoptă din Stas
1012, în funcţie de diametrul, d
[mm] al arborelui) şi τaf
[MPa]
– tensiunea admisibilă la forfecare (fer. APP-M.1) |