|
Definiţii
Desenul de execuţie este o reprezentare grafică (la scară) a
unui element care conţine toate informaţiile (şi sub formă de text)
necesare pentru execuţia, simbolizarea şi ambalarea unui element (piesă).
Desenul de subansamblu este o reprezentare grafică (la scară) a
unui subansamblu care conţine toate informaţiile (şi sub formă de text)
necesare pentru execuţia, simbolizarea elementelor componente precum şi
asamblarea (execuţia) şi ambalarea acestuia.
Structura
desenenului de execuţie (subansamblu)
Cerinţe principale de evidenţiat în desenele de execuţie
(subansamblu):
- formele
geometrice, funcţionale şi constructiv tehnologice prin intermediul unui
număr minim de vederi şi secţiuni;
- toate
dimensiunile necesare execuţiei şi funcţionării;
- evidenţierea
calităţii suprafeţelor;
- indicarea
tratamentului termic şi caracteristicilor mecanice impuse;
- modul
de legare (îmbinare, asamblare) a elementelor componente (numai
pentru desenele de subansamblu);
- tabelul
de componenţă (numai
pentru desenele de subansamblu) conţine informaţii despre piesele
componente;
Formate standard uzuale:
A4 (210
x 297); A3 (297 x 420); A2 (420 x 594); A1 (594 x
841); A0 (841 x 1189);
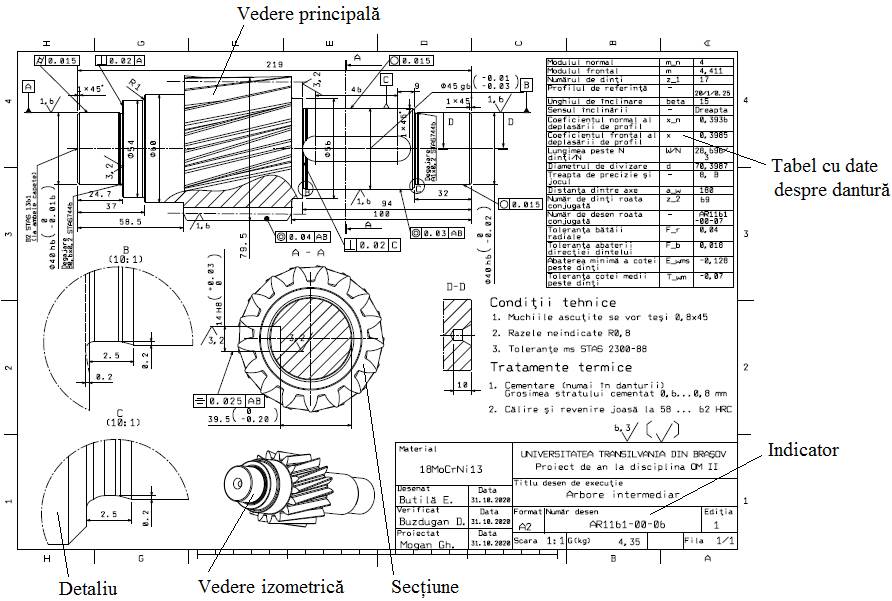
Indicatorul conţine
date pentru identificarea desenului.
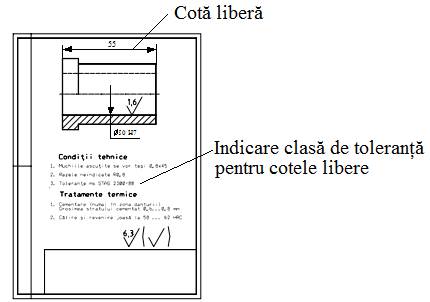
În rubrica Condiţii
tehnice se prezintă sub formă de text aspecte legate de execuţie care
nu pot fi reprezentate grafic: clasa de precizie generală, cote care se
referă la mai multe suprafeţe, tratamentul termic, modul de protecţie la
exterior, marcare, ambalare etc.
Recomandări generale de întocmire a desenelor de execuţie
Aspecte generale
Desenele
de execuție se execută o anumită scară, cu ajutorul instrumentelor
clasice de desenat sau cu ajutorul pachetelor software specializate în
acest scop (AUTOCAD, CATIA etc.).
Pentru
executarea desenelor de execuție, în general se parcurg următoarele
etape:
-
alegerea scării de reprezentare în funcţie
de mărimea şi complexitatea piesei, conform SR EN ISO 5455:1997; desenele de execuţie sau de subansamblu, de
obicei, se realizează la scara naturală 1:1; în cazul dimensiunilor
reduse, întreg desenul sau numai anumite secţiuni parţiale, se poate face
la scară mărită (2:1, 5:1, 10:1, 20:1); în cazul dimensiunilor
mărite se pot face reprezentări la scări micşorate (1:2, 1:5, 1:10,
1:20); în cazul proiectului de OM se recomanda reprezentarea la scara 1:1;
-
alegerea formatului desenului în funcţie de:
scara aleasă, numărul de proiecţii, dimensiunile de gabarit ale piesei,
etc.; desenele de execuţie
sau de subansamblu conţin una sau mai multe vederi şi/sau secţiuni
totale, parţiale sau în vederi;
-
executarea propriu-zisă a desenului la scară
parcurgând, în principiu, următoararele faze: stabilirea grosimii liniilor,
trasarea axelor de simetrie, a liniilor de contur, trasarea liniilor
ajutătoare, a liniilor de cotă, a săgeţilor şi a haşurilor, înscrierea
toleranţelor, a rugozităţilor, completarea indicatorului etc.
-
verificarea și semnarea desenului.
Cotarea în cadrul
desenelor de execuție
Cotarea
este operaţia de înscriere pe desenul unei piese a dimensiunilor formelor
geometrice simple din care este alcătuită piesa, precum şi a dimensiunilor
care stabilesc poziţia reciprocă a acestora.
Recomandări pentru cotare:
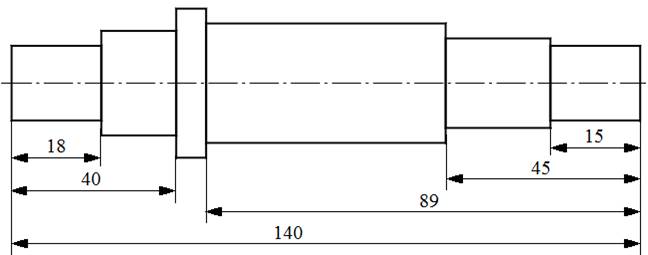
-
Cotarea tehnologică care presupune înscrierea cotelor faţă de baze de referinţă alese
ţinând cont de considerente tehnologice, pentru a se putea controla
(verifica) permanent dimensiunile sau lanţurile de dimensiuni şi în timpul
procesului de fabricaţie.
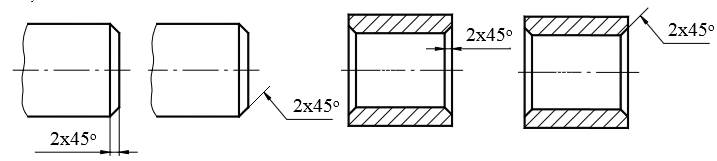
-
Cotarea
teșiturilor
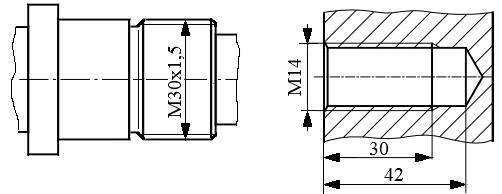
-
Cotarea
filetelor
-
Cotarea canalelor de pană
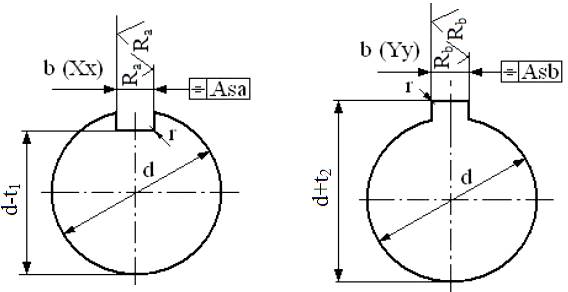
Valorile parametrilor gemetrici se determină din Anexa.8.1.2
în funcție de diametrul alezajului, d. De obicei, în
practică, se adoptă ajustaj normal sau presat (v. tabelul de
mai jos) pentru montajul penei în canalul din arbore și liber
pentru montajul acesteia în canulul din butucul roții. Rugozităţile flancurilor canalelor în arbore/butuc, Ra/Rb
(uzual, Ra = Rb = 3,2).
|
Tipul ajustajului
|
Liber
|
Normal
|
Presat
|
|
Câmpul de toleranţă şi clasa de precizie
|
|
Canal în arbore
|
Xx
|
H9
|
N9
|
P9
|
|
Canal în butuc
|
Yy
|
D10
|
Js9
|
P9
|
|
Valorile abateilor
limită se determină din Anexa.8.1.2
|
Înscrierea toleranțelor și abaterilor (SR ISO
406/1991)
Pentru unele suprafeţele cu rol funcţional,
pe lângă cotele dimensionale, se pot înscrie:
-
Toleranţe (abateri) dimensionale
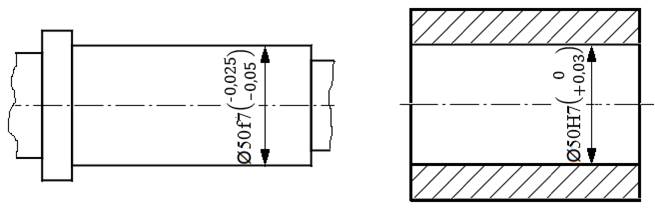
Componentele
unei cote cu toleranță: dimensiunea nominală (50), simbolul câmpului
de toleranță și treptei de precizie (H7, f7) și
opțional (între paranteze) abaterile limită; în Anexa.16.1.1 se
prezintă valorile ale abaterilor limită în funcție de diverse
câmpuri de toleranță.
-
Toleranţe (abateri) de poziţie
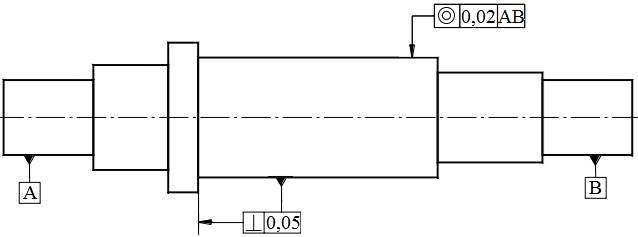
Valorile
toleranțelor de poziție (de la paralelism,  ; de la perpendicularitate, ; de la perpendicularitate,  ; de la înclinare, ; de la înclinare,  ; de la concentricitate sau coaxialitae, ; de la concentricitate sau coaxialitae,  ; de la simetrie, ; de la simetrie,  ) se pot adopta din Anexa.16.1.2. ) se pot adopta din Anexa.16.1.2.
-
Toleranţe (abateri) de formă
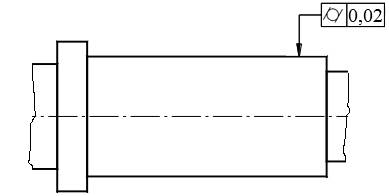
Valorile
toleranțelor de formă (de la
circularitate,  ; de la cilindricitate, ; de la cilindricitate,  ; de la rectilinitate, ; de la rectilinitate,  ; de la planeitate, ; de la planeitate,  ; de la forma dată a suprafeței, ; de la forma dată a suprafeței,  ) se pot adopta din Anexa.16.1.3. ) se pot adopta din Anexa.16.1.3.
-
Toleranțe pentru dimensiuni libere
(fără abateri induse de funcționare); toleranțele generale
pentru dimensiuni libere (SR EN 22768, ISO 2768, STAS 2300) sunt grupate în
4 clase de toleranță (fină, f; mjlocie, m; grosieră, c; grosolană, v);
valorile abaterilor se pot determina din Anexa.16.1.4; se va indica prin text la Condiții tehnice (de ex. ISO
2468 - m; Toleranțe m STAS
2300)
Marcarea stării (calității)
suprfețelor (rugozități)
În
procesul de obţinere a suprafeţelor pieselor, prin diferite procedee
tehnologice (turnare, forjare, strunjire, broșare frezare, găurire,
alezare, rectificare, lustruire, lepuire, honuire etc.), rezultă cu mici
asperităţi (microneregularităţi), deseori neobservabile cu ochiul liber.
Rugozitatea,
reprezintă o măsură a ansamblului acestor microneregularităţi în urma unui
proces tehnologic (termenii referitori la rugozitate sunt definiţi în
standard SR ISO 4287: 2000). Aprecierea rugozității unei
suprafețe, frecvent se poate
face prin două modalități:
-
Abaterea medie aritmetică a profilului
Ra, media aritmetică a
valorilor absolute ale abaterilor profilului în limitele unei lungimii de
bază.
-
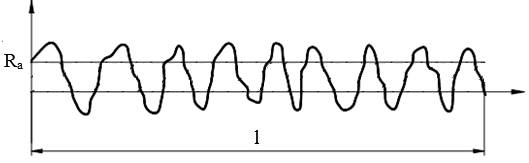
Valori posibile
ale rugozității Ra [μm]: 0,012; 0,025; 0,05; 0,1; 0,2; 0,4; 0,8; 1,6; 3,2; 6,3; 12,5; 25; 50; 100 (valorile marcate cu bold sunt frecvent
întâlnite în practică); în Anexa.16.1.5 se
prezintă valorile rugozității Ra
[μm] în funcție
de diverse procedee de prelucrare.
-
Înălțimea medie a
neregularităților Rz, media valorilor absolute ale celor
mai mari înălţimi ale 5 proeminenţe și 5 goluri în limitele unei
lungimii de bază.
-
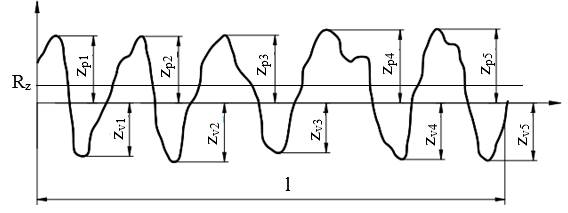
Valori
posibile ale rugozității Rz [μm]: 0,025; 0,05; 0,1; 0,2;
0,4; 0,8; 1,6; 3,2; 6,3; 12,5; 25; 50; 100; 200; 400; 800; 1600.
Simbolurile
utilzate pentru marcarea rugozității suprafețelor sunt prezentate în SR EN ISO 1302/2002.

a – simbol de bază; b – indică
obligativitatea îndepărtării de material; c – indică intezicerea îndepărtării de material; d – indică caracteristici specifice
ale suprafeței; e – indică necesitatea ca toate suprafețele să aibă
aceași stare
Semnificații
ale indicațiilor asociate simbolurilor rugozitățiilor (exemple de cazuri frecvent întâlnite
în practică)

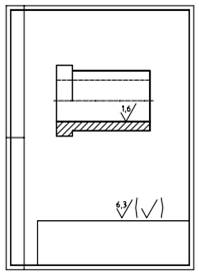
În cazul în care majoritatea
suprafeţelor au aceeaşi rugozitate simbolul cu valoarea
rugozității generale, Ra se amplasează deasupra
indicatorului; simbolul
rugăzității fără valoare, marcat în paranteză, indiă că sunt și
alte suprafețe cu alte rugozități marcate individual.
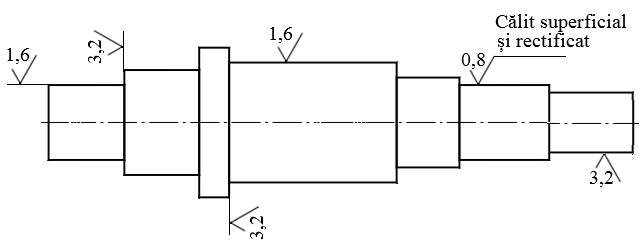
Rugozitatea se înscrie o singură
pentru o suprafaţă,
de obicei, în proiecţia pe care sunt cotate dimensiunile suprafeţei
respective, cu vârful simbolului orientat spre suprafaţa la care se referă.
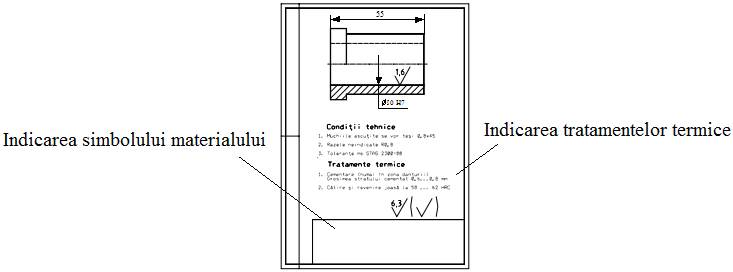
Înscrierea materialului și tratamentelor tehnice
Simbolul
mateialului/oțelului (Anexa.16.1.6) se va marca în caseta dedicată
din indicator. Tratamentele
termice se indică sub formă de
text în/sub rubrica Tratamente termice, când se referă la toată
piesa şi/sau în câmpul desenului specificând adâncimea stratului tratat şi
caracteristicile mecanice ale materialului.
|